Kompendium Q&A — PLC Commissioner
KOMPENDIUM Q&A — v12.5
PLC Programmer / Commissioner / Automatyk
Siemens TIA Portal · Safety PLC · ET200 · Napędy SINAMICS · Robot ABB · SICAR
Wersja: v12.5 | Data: 2026-04-14 17:10 | Pytania: 175
Pytania + odpowiedzi zweryfikowane pod kątem rozmów kwalifikacyjnych.
Źródła: Siemens App. Example 21064024 (E-Stop SIL3 V7.0.1), Wiring Examples 39198632, SIMATIC Safety Integrated, ControlByte Transkrypcje.
Wersja: v12.5 | Data: 2026-04-13 20:51 | Pytania: 175
SPIS TREŚCI
Sekcje
- 1. PODSTAWY PLC I AUTOMATYKI
- 2. ARCHITEKTURA SIMATIC SAFETY INTEGRATED
- 3. MODUŁY F-DI / F-DO — OKABLOWANIE I PARAMETRY
- 4. STRUKTURY GŁOSOWANIA — 1oo1/1oo2/2oo2/2oo3
- 5. PASSIVATION, REINTEGRATION, ACK
- 6. SAFE STATE — BEZPIECZNY STAN
- 7. PROFISAFE — KOMUNIKACJA SAFETY
- 8. NAPĘDY SAFETY — SINAMICS Z WBUDOWANYM SAFETY
- 9. TIA PORTAL — SAFETY PRAKTYKA
- 10. ROBOT ABB IRC5 — INTEGRACJA Z PLC
- 11. COMMISSIONING I DIAGNOSTYKA
- 12. NAPĘDY SINAMICS
- 13. E-STOP — NORMY, IMPLEMENTACJA I OBLICZENIA BEZPIECZEŃSTWA
- 14. PROFINET — TOPOLOGIA, DIAGNOSTYKA I ZAAWANSOWANE FUNKCJE
- 15. KURTYNY BEZPIECZEŃSTWA I MUTING
- 16. MOTION CONTROL I SINAMICS — PRAKTYKA COMMISSIONING
- 17. REALNE SCENARIUSZE COMMISSIONING
- 18. TIA PORTAL — ZAAWANSOWANE FUNKCJE
- 19. COMMISSIONING — DODAWANIE STACJI I URZĄDZEŃ DO PROJEKTU
- 20. SCHEMATY ELEKTRYCZNE — CZYTANIE, ANALIZA I PRAKTYKA COMMISSIONING
- 21. SICAR@TIA — STANDARD AUTOMATYKI AUTOMOTIVE
Pytania
1. PODSTAWY PLC I AUTOMATYKI
- 1.1. Co to jest PLC i czym różni się od zwykłego komputera?
- 1.2. Co to jest scan cycle i ile trwa?
- 1.3. Co to jest OB1, OB35, OB100 — kiedy każdego używasz?
- 1.4. Co to jest FB, FC, DB — kiedy używasz każdego?
- 1.5. Co to jest UDT i po co go używasz?
- 1.6. Co to są języki programowania PLC — LAD, FBD, SCL, GRAPH?
- 1.7. Co to jest sygnał 4-20mA i dlaczego nie 0-20mA?
- 1.8. Co to jest PROFINET i czym różni się od PROFIBUS?
- 1.9. Jakie są główne rodziny sterowników PLC Siemens i do jakich zastosowań są dedykowane?
- 1.10. Jakie są kluczowe aspekty pamięci sterownika PLC Siemens S7-1200/1500?
- 1.11. Jakie są warianty CPU S7-1200 i jakie mają możliwości rozbudowy?
- 1.12. Czym jest enkoder i jaka jest różnica między inkrementalnym a absolutnym?
- 1.13. Co to jest IO-Link i jakie korzyści daje względem klasycznych wejść analogowych PLC?
- 1.14. Co to jest przerzutnik SR i RS w TIA Portal i jaka jest różnica w priorytecie?
- 1.15. Jak zbudować układ samopodtrzymania w LAD i czym różni się Dominacja SET od Dominacji RESET?
2. ARCHITEKTURA SIMATIC SAFETY INTEGRATED
- 2.1. Co to jest SIMATIC Safety Integrated i co oznacza ‘wszystko w jednym sterowniku’?
- 2.2. Co to jest F-CPU i jak działa dual-channel processing?
- 2.3. Jakie sterowniki Siemens obsługują funkcje Safety?
- 2.4. Co to jest F-DB i dlaczego nie można go edytować ręcznie?
- 2.5. Co to jest F-signature i collective signature?
- 2.6. Jakie są tryby pracy Safety CPU i jak się przełącza?
- 2.7. Jakie są podstawowe komponenty i zasady programowania sterowników bezpieczeństwa Pilz PNOZmulti?
- 2.8. Co to jest S7-1500H (Hot Standby) i kiedy go stosujesz?
- 2.9. Jak wygląda minimalna konfiguracja sprzętowa systemu S7-1500H?
- 2.10. Jakie topologie PROFINET można stosować dla redundancji sieci w systemie S7-1500H?
3. MODUŁY F-DI / F-DO — OKABLOWANIE I PARAMETRY
- 3.1. Co to jest F-DI i jak różni się od standardowego DI?
- 3.2. Co to jest VS* (pulse testing) i jak wykrywa usterki?
- 3.3. Dlaczego czujniki Safety podłącza się jako NC (normalnie zamknięty)?
- 3.4. Co to jest discrepancy time i jak go konfigurujesz?
- 3.5. Co to jest substitute value na F-DO i kto decyduje o jego wartości?
- 3.6. Co to jest pm switching i pp switching — różnica?
- 3.7. Co to jest F-PM-E i do czego służy?
- 3.8. Jak bezpiecznie wyłączyć standardowe moduły wyjść przez Safety?
- 3.9. Jak F-CPU reaguje na typowe awarie wejść dwukanałowych (1oo2)?
- 3.10. Jakie parametry są kluczowe przy konfiguracji wejść dwukanałowych w sterowniku bezpieczeństwa?
4. STRUKTURY GŁOSOWANIA — 1oo1/1oo2/2oo2/2oo3
- 4.1. Wyjaśnij notację XooY i podaj przykład każdej architektury.
- 4.2. Kiedy wybierasz 1oo2 a kiedy 2oo2?
- 4.3. Jak 1oo2 jest realizowane w module F-DI Siemens?
- 4.4. Jak monitorowana jest rozbieżność sygnałów w strukturze 1oo2 i jakie awarie wykrywa moduł F-DI?
- 4.5. Jak moduł F-DI ET200SP wykrywa zwarcie między kanałami (cross-circuit detection) w obwodzie 1oo2?
5. PASSIVATION, REINTEGRATION, ACK
- 5.1. Co to jest passivation i co się dzieje z wyjściami/wejściami?
- 5.2. Dlaczego moduł nie wraca automatycznie po usunięciu błędu?
- 5.3. Moduł nie wychodzi z passivation — co sprawdzasz?
- 5.4. Co to jest ACK_REQ, ACK_NEC i ACK_REI w praktyce?
6. SAFE STATE — BEZPIECZNY STAN
- 6.1. Co to jest Safe State i kto go definiuje?
- 6.2. Dlaczego Safe State to nie zawsze wyłączenie?
- 6.3. Jak F-DO substitute value wpływa na Safe State?
- 6.4. Czym różni się STO jako Safe State napędu SINAMICS od zatrzymania programowego (OFF1/OFF2)?
- 6.5. Jak konfigurujesz substitute values dla F-DO i jaką wartość wybrać dla zaworu, siłownika i napędu?
7. PROFISAFE — KOMUNIKACJA SAFETY
- 7.1. Co to jest PROFIsafe i co zawiera jego pakiet?
- 7.2. Co to jest F-Address i jak go konfigurujesz?
- 7.3. Co to jest F-monitoring time i co się dzieje po jego przekroczeniu?
- 7.4. Jak Safety działa przez ET200 (zdalne I/O) i czym jest F-peripheral?
- 7.5. Jakie telegramy PROFIsafe są stosowane w napędach SINAMICS i co zawierają?
- 7.6. Jak oblicza się i dobiera F-monitoring time dla modułów PROFIsafe?
- 7.7. Jak PROFIsafe chroni przed przekłamaniem danych i jakie mechanizmy bezpieczeństwa stosuje ramka PROFIsafe?
- 7.8. Jak działa komunikacja Safety między dwoma F-CPU (Safety-to-Safety communication) przez PROFIsafe?
8. NAPĘDY SAFETY — SINAMICS Z WBUDOWANYM SAFETY
- 8.1. Co to jest STO (Safe Torque Off) i jak działa?
- 8.2. Jaka jest różnica między STO a zwykłym wyłączeniem napędu przez PLC?
- 8.3. Co to jest SS1 i kiedy go używasz zamiast STO?
- 8.4. Co to są SS2, SOS, SLS, SDI, SBC?
- 8.5. Jak STO jest realizowane sprzętowo — zaciski vs PROFIsafe?
- 8.6. Co sprawdzasz przy commissioning napędu z STO?
- 8.7. Czym różnią się telegramy PROFIdrive 1, 20, 102, 352 i jak dobirasz telegram dla napędu SINAMICS?
- 8.8. Jakie funkcje bezpieczeństwa są wbudowane w serwowzmacniacz Sinamics V90 i jak należy je podłączyć?
9. TIA PORTAL — SAFETY PRAKTYKA
- 9.1. Jak wygląda struktura programu Safety w TIA Portal?
- 9.2. Jak przekazujesz sygnał z obszaru F do standardowego OB?
- 9.3. Jak wgrywasz zmianę w programie Safety?
- 9.4. Co się dzieje gdy F-signature nie zgadza się po wgraniu?
- 9.5. Jak czytasz diagnostykę F-modułu online w TIA Portal?
- 9.6. Co to jest PLCSIM i jak pomaga w Safety?
- 9.7. Co to jest Safety Matrix w TIA Portal i jak z niej korzystasz?
- 9.8. Jak generujesz Safety Report / certyfikat Safety w TIA Portal i co zawiera?
10. ROBOT ABB IRC5 — INTEGRACJA Z PLC
- 10.1. Jak przebiega komunikacja Siemens PLC z robotem ABB IRC5?
- 10.2. Co to jest GSDML i jak go instalujesz w TIA Portal?
- 10.3. Jak PLC wysyła numer programu do robota i jak robot go odczytuje?
- 10.4. Jak działa przesyłanie offsetu pozycji z PLC do RAPID?
- 10.5. Jak debugujesz brak komunikacji PROFINET między PLC a robotem?
- 10.6. Jakie protokoły komunikacyjne i format danych są wykorzystywane do integracji robota ABB IRC5 z PLC Siemens?
- 10.7. Jakie są kluczowe elementy struktury telegramu XML wysyłanego z robota ABB IRC5 do PLC?
- 10.8. Jak przebiega proces dekodowania telegramu XML z robota ABB w sterowniku PLC Siemens?
11. COMMISSIONING I DIAGNOSTYKA
- 11.1. Co sprawdzasz przed pierwszym RUN Safety?
- 11.2. Jak testujesz e-stop podczas commissioning?
- 11.3. Co to jest FAT i SAT w kontekście Safety?
- 11.4. Jak postępujesz gdy odkryjesz błąd w logice Safety po FAT?
- 11.5. Jakie są najczęstsze przyczyny passivation F-DI w praktyce?
- 11.6. Jak reagować gdy moduł F świeci błędem którego nie możesz skasować?
- 11.7. Jak wygląda typowy workflow pierwszego commissioning z TIA Portal — od projektu do działającej maszyny?
- 11.8. Jakie są etapy uruchomienia napędu SINAMICS G120 — od sprzętu do pierwszego ruchu?
- 11.9. Co to jest commissioning i jak przeprowadzić pełne uruchomienie instalacji — od fazy offline do RUN z Safety i Safety Matrix?
- 11.10. Co to jest ProDiag i jak go używasz do diagnostyki maszyny?
12. NAPĘDY SINAMICS
- 12.1. Co to jest SINAMICS Startdrive w TIA Portal?
- 12.2. Jak konfigurujesz SINAMICS G120 z Safety przez PROFIsafe?
- 12.3. Z jakich komponentów składa się napęd SINAMICS G120 i jaką rolę pełni każdy z nich?
- 12.4. Czym są telegramy PROFIdrive i jakie telegramy stosuje się w SINAMICS G120?
- 12.5. Jak wygląda procedura pierwszego uruchomienia (commissioning) SINAMICS G120 przez Startdrive?
- 12.6. Czym różnią się napędy SINAMICS G120, S120 i V90 i kiedy stosuje się każdy z nich?
- 12.7. Jak wygląda diagnostyka napędu SINAMICS G120 — fault codes, ostrzeżenia i kasowanie błędów?
- 12.8. Czym jest sterowanie wektorowe (Vector Control) vs skalarne (V/f) w SINAMICS G120 i kiedy stosujesz każdy tryb?
- 12.9. Czym różni się architektura SINAMICS S120 od G120 i jak wygląda jej konfiguracja w TIA Portal?
- 12.10. Jak wyglądają typowe scenariusze wymiany napędu SINAMICS G120 na obiekcie (service/replacement)?
13. E-STOP — NORMY, IMPLEMENTACJA I OBLICZENIA BEZPIECZEŃSTWA
- 13.1. Jakie są kategorie zatrzymania wg EN 60204-1 i jak wpływają na wybór STO vs SS1?
- 13.2. Co to jest LSafe_EStop i gdzie go znajdziesz w TIA Portal?
- 13.3. Co to jest feedback circuit (obwód sprzężenia zwrotnego styczników) i dlaczego jest wymagany dla SIL 3 / PL e?
- 13.4. Co to są CCF (Common Cause Failure) i jakie środki są wymagane dla Cat.4?
- 13.5. Czy można łączyć przyciski e-stop szeregowo do jednego wejścia F-DI?
- 13.6. Jak wygląda obliczenie PFHD (Probability of Dangerous Failure per Hour) dla funkcji Safety E-Stop z F-CPU S7-1500F?
- 13.7. Co to jest DC (Diagnostic Coverage) i jak jest osiągane w poszczególnych podsystemach E-Stop?
- 13.8. Jak wygląda obliczenie czasów odpowiedzi (response time) w funkcji Safety E-Stop i co na nie wpływa?
14. PROFINET — TOPOLOGIA, DIAGNOSTYKA I ZAAWANSOWANE FUNKCJE
- 14.1. Co to jest MRP (Media Redundancy Protocol) i kiedy go stosujesz?
- 14.2. Co to jest IRT (Isochronous Real-Time) i kiedy jest wymagany?
- 14.3. Jak diagnostykujesz sieć PROFINET w TIA Portal i PRONETA?
- 14.4. Co to jest Shared Device i kiedy go używasz?
- 14.5. Jak działa Device replacement bez PG (automatic name assignment)?
- 14.6. Jakie są rodzaje i funkcje przemysłowych switchy Ethernet w sieciach PROFINET?
- 14.7. Co to jest S7 Communication (GET/PUT) i ISO on TCP — kiedy i jak je stosujesz?
- 14.8. Co to jest PROFINET TSN (Time Sensitive Networking) i czym różni się od IRT?
15. KURTYNY BEZPIECZEŃSTWA I MUTING
- 15.1. Czym różni się kurtyna bezpieczeństwa Type 2 od Type 4 (IEC 61496)?
- 15.2. Jak działa muting i czym różni się od override?
- 15.3. Jak podłączasz OSSD (Output Signal Switching Device) kurtyny do modułu F-DI?
- 15.4. Jakie jest zastosowanie wyjść tranzystorowych z czujników bezpieczeństwa w systemach PLC Safety?
- 15.5. Jakie typy elektrygli bezpieczeństwa (door interlocks) istnieją i jak dobirasz odpowiedni Performance Level?
- 15.6. Czym jest czujnik radarowy bezpieczeństwa (np. Pilz PSEN RD 1.2) i kiedy go stosujesz zamiast skanera laserowego?
16. MOTION CONTROL I SINAMICS — PRAKTYKA COMMISSIONING
- 16.1. Co to jest Technology Object (TO) w TIA Portal i jak go używasz?
- 16.2. Jak robisz autotuning napędu G120/V90 w Startdrive?
- 16.3. Jakie są najważniejsze parametry SINAMICS G120 które musisz znać?
- 16.4. Jak interpretujesz i kasujesz fault F30001 i F07801 w SINAMICS?
- 16.5. Czym jest SINAMICS G120 i do jakich silników oraz aplikacji jest przeznaczony?
- 16.6. Jakie są podstawowe komponenty układu napędowego z SINAMICS G120 i sterownikiem Siemens?
- 16.7. Jakie oprogramowanie służy do konfiguracji i uruchomienia SINAMICS G120?
- 16.8. Jakie tryby sterowania oferuje SINAMICS G120 i czym się różnią?
- 16.9. Jak przebiega procedura identyfikacji silnika (Motor ID) w SINAMICS G120 i dlaczego jest niezbędna?
- 16.10. Jak wygląda pełna procedura commissioning SINAMICS G120 z TIA Portal krok po kroku?
- 16.11. Do czego służy blok funkcyjny MC_MoveJog w TIA Portal i jakie są jego podstawowe parametry wejściowe?
- 16.12. Jakie są kluczowe cechy i zachowania bloku MC_MoveJog podczas pracy?
- 16.13. Jakie są parametry enkoderów inkrementalnych i absolutnych — rozdzielczość, co mogą i czego nie mogą?
- 16.14. Jakie są interfejsy enkoderów i jak konfigurujesz enkoder w SINAMICS i TIA Portal?
- 16.15. Czym są silniki IE5 (IPM / synchroniczne z magnesami trwałymi) i dlaczego zastępują klasyczne silniki indukcyjne w nowych projektach?
17. REALNE SCENARIUSZE COMMISSIONING
- 17.1. Maszyna startuje sama po ACK bez przycisku Start — co sprawdzasz?
- 17.2. HMI pokazuje alarm którego nie ma w projekcie TIA Portal — skąd pochodzi?
- 17.3. Moduł ET200SP nie pojawia się w sieci po podłączeniu — lista kroków diagnostycznych.
- 17.4. Napęd SINAMICS G120 świeci ciągłym czerwonym LED i nie kasuje się — co robisz?
- 17.5. CPU przeszło w STOP podczas produkcji — pierwsze 3 kroki.
- 17.6. Po czym poznajesz, że projekt w TIA Portal jest skalowalny?
- 17.7. Co sprawdzasz na FAT (Factory Acceptance Test) dla instalacji z Safety?
- 17.8. Jak realizujesz SAT (Site Acceptance Test) po dostarczeniu maszyny do klienta?
- 17.9. Jak podejść do diagnostyki nieznanego lub legacy projektu TIA Portal, który przejmujesz po raz pierwszy?
18. TIA PORTAL — ZAAWANSOWANE FUNKCJE
- 18.1. Co to są Project Libraries vs Global Libraries i kiedy używasz każdej?
- 18.2. Jak robisz partial download żeby nie resetować całego CPU?
- 18.3. Do czego służy OPC UA w TIA Portal i jak go aktywujesz?
- 18.4. Czym jest SIMATIC ProDiag i jak konfigurujesz pierwsze monitory diagnostyczne?
19. COMMISSIONING — DODAWANIE STACJI I URZĄDZEŃ DO PROJEKTU
- 19.1. Jak krok po kroku dodajesz nową wyspę sygnałową ET200SP Safety (F-peripheral) do istniejącego projektu?
- 19.2. Jak dodajesz wyspę pneumatyczną SMC (seria EX600) do projektu TIA Portal przez PROFINET?
- 19.3. Jak krok po kroku dodajesz napęd SINAMICS G120 przez PROFINET do projektu TIA Portal?
- 19.4. Jak dodajesz stację ET200MP z modułami Safety do istniejącej linii produkcyjnej z wieloma stacjami PROFINET?
- 19.5. Co to jest „Assign PROFIsafe address” i dlaczego jest wymagane osobno od konfiguracji TIA Portal?
- 19.6. Jak dodajesz urządzenie firm trzecich (np. Festo, Beckhoff, WAGO) do projektu TIA Portal przez PROFINET?
- 19.7. Jak wygląda procedura wymiany uszkodzonego modułu ET200SP na działającej linii (hot swap)?
20. SCHEMATY ELEKTRYCZNE — CZYTANIE, ANALIZA I PRAKTYKA COMMISSIONING
- 20.1. Co to jest schemat elektryczny i jakie rodzaje schematów spotykasz na obiekcie?
- 20.2. Jak czytasz schemat rozruchu gwiazda-trójkąt (Y/Δ) i jakie elementy musisz na nim zidentyfikować?
- 20.3. Jak czytasz schemat rewersji silnika (zmiana kierunku obrotów) i co MUSISZ sprawdzić?
- 20.4. Co to jest układ samopodtrzymania na schemacie i jak go rozpoznajesz?
- 20.5. Jak czytasz schemat Dahlandera (silnik dwubiegowy) i czym różni się od Y/Δ na schemacie?
- 20.6. Jak wygląda na schemacie blokada elektryczna i mechaniczna między stycznikami i po co ją sprawdzasz?
- 20.7. Jak na schemacie rozpoznajesz obwód bezpieczeństwa (Safety) i czym różni się od standardowego obwodu sterowania?
21. SICAR@TIA — STANDARD AUTOMATYKI AUTOMOTIVE
- 21.1. Co to jest SICAR@TIA i do czego służy?
- 21.2. Jak wygląda struktura programu PLC w SICAR?
- 21.3. Jakie tryby pracy (Operation Modes) obsługuje SICAR i jak je uruchamiasz?
- 21.4. Jak działa sterowanie sekwencyjne (Sequence Control) w SICAR?
- 21.5. Co to są Tec Units w SICAR i jak ich używasz?
- 21.6. Jak działa synchronizacja i diagnostyka w SICAR DiagAddOn?
- 21.7. Czym różni się ilockExtSync od ilockExtInt i jak działa synchronizacja zewnętrzna między sekwencjami?
- 21.8. Jak działają rozgałęzienia (branching) i funkcja Stop/Hold w sekwencjach SICAR?
- 21.9. Co to jest DB1000 (UiDiagAddOn_DB) i jak wykorzystujesz go w programowaniu?
- 21.10. Jak działają ekrany ruchów (Movement Screens) i blokada ruchów (Lock Movements) w SICAR?
PLAN NAUKI — JAK UŻYWAĆ TEGO DOKUMENTU
175 pytań / 21 sekcji.
TECHNIKA SZYBKIEJ NAUKI (Feynman Loop)
- Przeczytaj pytanie — zakryj odpowiedź
- Powiedz własnym słowami (głośno lub pisząc)
- Odkryj odpowiedź — sprawdź co przegapiłeś
- Zapamiętaj 1–2 kluczowe słowa z odpowiedzi (np. “passivation = substitute value”)
Dziennie: 5–8 pytań z Fazy 1 lub 2 zamiast czytania całego dokumentu.
1. PODSTAWY PLC I AUTOMATYKI
1.1. Co to jest PLC i czym różni się od zwykłego komputera? 🔴
PLC (Programmable Logic Controller) to przemysłowy komputer czasu rzeczywistego do sterowania maszynami. Kluczowe różnice:
- Deterministyczny scan cycle — program wykonywany cyklicznie z przewidywalnym czasem (ms)
- Odporność na EMI, drgania, temperatury, wilgoć przemysłową
- Dedykowane moduły I/O (DI, DO, AI, AO) bezpośrednio do czujników i aktuatorów
- Watchdog timer — CPU restartuje się przy zawieszeniu zamiast „wisieć”
- Brak systemu plików jak Windows — działa natychmiast po włączeniu zasilania
[ZWERYFIKOWANE - SIMATIC S7-1500 System Manual; TIA Portal]
1.2. Co to jest scan cycle i ile trwa? 🔴
Scan cycle to jeden pełny cykl pracy CPU: odczyt wejść → wykonanie programu → zapis wyjść → komunikacja. Typowy czas: 1–20ms dla prostych programów. Przy dużych projektach lub Safety może wzrosnąć do 50–100ms. W S7-1500 monitorujesz czas cyklu online (Cycle time w diagnostyce CPU). Zbyt długi scan = wolna reakcja na sygnały.
[ZWERYFIKOWANE - SIMATIC S7-1500 System Manual — Cycle time monitoring]
1.3. Co to jest OB1, OB35, OB100 — kiedy każdego używasz?
Bloki organizacyjne (OB) to punkt wejścia do programu wywoływany przez system operacyjny CPU w ściśle określonych warunkach.
Podstawowe OB:
- OB1 — główny cykl programu, wykonywany ciągle. Tutaj trafia główna logika maszyny. Przerwany przez OB o wyższym priorytecie.
- OB35 — przerwanie cykliczne (np. co 100ms). Używasz dla PID, komunikacji z napędami, obliczeń niezależnych od obciążenia OB1. Wyższy priorytet niż OB1.
- OB100 — Startup OB, wykonywany raz po przejściu CPU z STOP→RUN. Inicjalizacja zmiennych, reset stanu maszyny, wyzerowanie wyjść. W TIA Portal S7-1200/1500: jedyny OB startu (nie ma OB101 Warm Restart / OB102 Cold Restart jak w S7-400).
- F_MAIN — Safety OB, oddzielny cykl dla programu failsafe, chroniony przez F-CPU.
Diagnostyczne OB — ważne przy commissioning:
- OB80 — cycle time exceeded (czas cyklu przekroczył watchdog). Sygnalizuje zbyt wolną logikę.
- OB82 — diagnostic error: moduł I/O zgłosił błąd diagnostyczny (np. zerwanie kabla, przegrzanie modułu F). W TIA Portal: blok RALRM lub ProDiag odbiera dane.
- OB86 — rack failure / PROFINET station failure. Wywołany gdy zdalna stacja (ET200SP, napęd) znika z sieci.
- OB121 — Programming Error: błędy programistyczne (dzielenie przez zero, błędna konwersja typów, przekroczenie zakresu tablicy).
- OB122 — I/O Access Error: błąd dostępu do modułu I/O (moduł nie istnieje, awaria komunikacji z modułem). Ważne rozróżnienie przy uruchamianiu nowego kodu.
[ZWERYFIKOWANE - SIMATIC S7-1500 Function Manual: Program blocks — Organization blocks]
1.4. Co to jest FB, FC, DB — kiedy używasz każdego? 🔴
- FC (Function) — blok bez pamięci własnej (brak sekcji VAR_STAT). Używasz dla prostych obliczeń, konwersji sygnałów, logiki bez stanu. Może zwracać wartość (Return Value). Ma tylko VAR_INPUT, VAR_OUTPUT, VAR_IN_OUT i VAR_TEMP.
- FB (Function Block) — ma instancję DB z pamięcią stanu między wywołaniami (sekcja VAR_STAT). Używasz dla sterowania silnikiem, sekwencji, timerów — wszędzie gdzie blok musi “pamiętać”. Multi-instance: jeden FB może zawierać instancje innych FB bez osobnych DB.
- DB (Data Block) — blok danych. Globalny DB: dostęp z całego programu. Instancja DB: dedykowana pamięć jednego FB.
Typy zmiennych w blokach (ważne rozróżnienie):
VAR_TEMP— tymczasowe, przechowywane na stosie CPU. Tracą wartość po zakończeniu wywołania. Dostępne we wszystkich blokach (FB, FC, OB).VAR_STAT— statyczne, zachowują wartość między wywołaniami. Tylko w FB, przechowywane w instancji DB.VAR_INPUT/VAR_OUTPUT/VAR_IN_OUT— parametry interfejsu bloku.
W TIA Portal: bloki z włączonym Optimized Block Access używają wyłącznie nazw symbolicznych — brak adresowania absolutnego (%.0, %DB1.DBX0.0). Standardowe ustawienie dla nowych projektów.
[ZWERYFIKOWANE - TIA Portal Help: Program blocks (FB/FC/DB), Optimized Block Access]
1.5. Co to jest UDT i po co go używasz?
UDT (User Data Type) to własny złożony typ danych definiowany raz i wielokrotnie używany w całym projekcie. Przykład: typ Motor_t z polami Speed:REAL, Current:REAL, Fault:BOOL, Running:BOOL.
Kiedy używasz UDT:
- Masz wiele identycznych urządzeń (np. 20 silników) — definiujesz FB jeden raz z parametrem
VAR_IN_OUT: Motor_t, tworzysz 20 instancji. Zmiana struktury UDT → automatyczna propagacja do wszystkich instancji. - Chcesz wymusić spójną strukturę danych między PLC, HMI i DB.
- Przekazujesz zestaw powiązanych danych jako jeden parametr
VAR_IN_OUT.
UDT vs STRUCT:
STRUCTto typ anonimowy (inline) — definiujesz go bezpośrednio w bloku, bez nazwy globalnej, nie możesz go reużyć w innych blokach.UDTma nazwę globalną (np."Motor_t") — reużywany w całym projekcie i w Project Library.
Wersjonowanie: W TIA Portal można przypisać UDT do Project Library i wersjonować. Przy zmianie struktury UDT TIA Portal ostrzega o niespójnych instancjach — musisz je zaktualizować (Update instances). Ważne w dużych projektach — jedna zmiana UDT bez aktualizacji instancji = błąd kompilacji.
[ZWERYFIKOWANE - TIA Portal Help: PLC data types (UDT), Project Library management]
1.6. Co to są języki programowania PLC — LAD, FBD, SCL, GRAPH?
- LAD (Ladder) — graficzny, podobny do schematów przekaźnikowych. Dobry dla logiki binarnej, łatwy dla elektryków. Najczęściej używany.
- FBD (Function Block Diagram) — bloki połączone liniami. Dobry dla logiki kombinacyjnej i programów Safety w TIA Portal.
- SCL (Structured Control Language) — tekstowy, składnia podobna do Pascala (wysokopoziomowy). Używasz dla algorytmów, pętli, obliczeń matematycznych, obsługi tablic, przetwarzania STRING.
- GRAPH (SFC) — sekwencyjny, kroki i przejścia. Idealny dla sekwencji technologicznych (napełnianie, obróbka, mycie). Certyfikowany wg IEC 61131-3.
- STL (Statement List) — niskopoziomowy, lista instrukcji podobna do asemblera. Dostępny w TIA Portal ale uznawany za przestarzały — nie stosuj w nowych projektach.
Kluczowe konstrukcje SCL w TIA Portal:
IF warunek THEN // instrukcja warunkowa
...
ELSIF warunek2 THEN // opcjonalne
...
ELSE
...
END_IF;
FOR i := 1 TO 10 DO // pętla zliczająca
array[i] := 0;
END_FOR;
WHILE warunek DO // pętla warunkowa
...
END_WHILE;
CASE zmienna OF // instrukcja wyboru
1: akcja1;
2: akcja2;
ELSE: domyslna;
END_CASE;
TIA Portal SCL vs klasyczny STEP 7 SCL:
- TIA Portal: zmienne wyłącznie symboliczne, brak tablicy symboli (Symbol Table), Optimized Block Access domyślnie włączony.
- Stary STEP 7 (S7-300/400): mieszanie adresów absolutnych (I0.0, DB1.DBX0.0) i nazw symbolicznych; osobna tablica symboli.
- W Safety: program F_MAIN w starszych wersjach TIA Portal wymaga FBD lub LAD — SCL nie jest certyfikowany dla F-bloków Safety. SCL dla F-bloków Safety został wprowadzony w TIA Portal V19 (STEP 7 Safety V19). ⚠️ DO WERYFIKACJI: dokładna wersja i wymagany firmware F-CPU w Release Notes TIA Portal. Zawsze sprawdź dopuszczalne języki dla swojej wersji portalu przed użyciem SCL w logice Safety.
[ZWERYFIKOWANE - IEC 61131-3 — languages (PLCopen); TIA Portal Help: Programming languages overview]
1.7. Co to jest sygnał 4-20mA i dlaczego nie 0-20mA?
4-20mA to standardowy sygnał analogowy dla czujników przemysłowych (przetworniki ciśnienia, temperatury, przepływu). Zakres 4 mA (wartość minimalna procesu) do 20 mA (wartość maksymalna).
- Dlaczego 4 a nie 0 mA: Sygnał 0 mA jednoznacznie oznacza zerwanie kabla lub awarię zasilania czujnika — łatwa diagnostyka. Przy 0-20 mA nie da się odróżnić minimalnej wartości procesu od awarii.
- Przewaga nad napięciowym (0-10V): Sygnał prądowy nie spada na rezystancji kabla — można przesyłać na duże odległości (setki metrów) bez strat dokładności.
- Zakres poniżej 4 mA (np. 3,6 mA) i powyżej 20 mA (np. 20,5 mA): Oznacza sygnał poza zakresem — diagnostyka w PLC (wire break / overflow).
- Skalowanie w TIA Portal: Surowy sygnał z modułu AI: 0–27648 (integer) dla zakresu 4–20 mA. Blok
NORM_Xnormalizuje do 0.0–1.0, aSCALE_Xskaluje na zakres inżynierski (np. 0.0–100.0 bar). Alternatywnie: bezpośrednia przeliczenie REAL w SCL:Ciśnienie := (REAL_AI - 4.0) / 16.0 * MaxRange; - Podłączenie dwuprzewodowe (2-wire): Zasilanie i sygnał na jednej parze kabli (czujnik = zmienna rezystancja). Oszczędność okablowania.
[ZWERYFIKOWANE - SIMATIC ET200SP Analog Input Module Manual; standard przemysłowy 4-20mA wg IEC 60381-1]
1.8. Co to jest PROFINET i czym różni się od PROFIBUS? 🔴
PROFINET: Ethernet-based, 100Mbit/s (gigabit w nowych instalacjach), elastyczna topologia (gwiazdka, linia, pierścień), plug-and-play z GSDML, obsługuje PROFIsafe i IRT (250µs, jitter <1µs). Nowy standard dla wszystkich nowych projektów. PROFIBUS: RS-485, max 12Mbit/s, liniowa topologia z terminatorami na obu końcach kabla, starszy standard. Nadal spotykany w modernizacjach i instalacjach sprzed 2010.
Role urządzeń PROFINET — kluczowe na rozmowie:
- IO-Controller: sterownik nadrzędny zarządzający cyklem wymiany danych — to jest CPU (np. S7-1500F). Maksymalna liczba IO-Devices zależy od modelu CPU (⚠️ DO WERYFIKACJI: np. S7-1518 — do 512, S7-1511 — mniej; sprawdź w danych katalogowych konkretnego CPU).
- IO-Device: urządzenie peryferyjne oddające/przyjmujące dane — ET200SP, ET200MP, SINAMICS G120, robot ABB IRC5, kurtyna PROFINET. Każde opisane przez plik GSDML.
- IO-Supervisor: urządzenie diagnostyczne i konfiguracyjne (laptop z TIA Portal, panel HMI) — odczytuje dane, nie uczestniczy w cyklu produkcyjnym.
Jeden CPU może być jednocześnie IO-Controller swojej sieci i IO-Device w sieci nadrzędnej (np. S7-1500 jako slave do głównego systemu SCADA).
PROFIBUS analogicznie: DP-Master Class 1 (CPU) → DP-Slave (ET200M/S, napęd z CB DP) → DP-Master Class 2 (PG/PC diagnostyczny).
[ZWERYFIKOWANE - PROFINET — przegląd technologii Siemens; IEC 61158 (PROFINET), IEC 61784 (PROFIBUS)]
1.9. Jakie są główne rodziny sterowników PLC Siemens i do jakich zastosowań są dedykowane?
Siemens oferuje różne rodziny sterowników PLC, dostosowane do aplikacji o różnej skali i złożoności, od prostych zadań po najbardziej wymagające systemy.
- LOGO!: Najmniejszy sterownik, nazywany przekaźnikiem programowalnym lub modułem logicznym.
- Zastosowanie: Proste maszyny, nieskomplikowana automatyka procesowa (przepompownie, oczyszczalnie), automatyka budynkowa.
- Możliwości: Możliwość rozszerzania o wejścia/wyjścia cyfrowe i analogowe, ale nie do zaawansowanych aplikacji napędowych czy kompletnych regulatorów PID.
- S7-300 (wycofany z produkcji, nadal masowo zainstalowany): Modułowy sterownik na szynie S7-300.
- Zastosowanie: Modernizacje, utrzymanie istniejących instalacji. Spotykany na starszych liniach produkcyjnych.
- Możliwości: MPI/PROFIBUS, programowanie w STEP 7 Classic (Manager). Wersje F (315F-2, 317F-2) dla Safety. Zastąpiony przez S7-1500.
- S7-400 (wycofany, niszowe zastosowania): High-end, duże systemy procesowe.
- Zastosowanie: Energetyka, chemia, rafinerie — tam gdzie wymagana redundancja H-CPU. Zastępowany przez S7-1500H.
- Możliwości: Redundancja CPU (H-System), hot swap modułów, duża pamięć, PROFIBUS/PROFINET.
- S7-1200: Kompaktowe sterowniki ze zintegrowanymi wejściami i wyjściami.
- Zastosowanie: Małe i średnie aplikacje, łączące dobrą wydajność z niską ceną.
- Możliwości: Modułowa konstrukcja, port PROFINET, płytka sygnałowa, moduły rozszerzeń DI/DO/AI/AO, moduły technologiczne (np. wagowe), moduły komunikacyjne (RS232, RS485, PROFIBUS, AS-i, IO-Link, GSM), wbudowane szybkie wejścia/wyjścia (do enkoderów, silników krokowych/serwo), wersje failsafe (1214FC, 1215FC). Wbudowany serwer WWW.
- S7-1500: Dedykowane do najbardziej wymagających aplikacji.
- Zastosowanie: Największa moc obliczeniowa, zaawansowane funkcje technologiczne i komunikacyjne.
- Możliwości: Wbudowany OPC UA Server, Web Server, wyświetlacz diagnostyczny na froncie CPU, Motion Control (Technology Objects), wersje F (failsafe), T (motion), R (redundancja komunikacji), H (hot standby), HF (H+F). Do 512 IO-Devices PROFINET (zależnie od modelu CPU).
- ET 200SP CPU (odmiany 1510SP, 1512SP, 1515SP): Kompaktowa alternatywa S7-1500 montowana bezpośrednio na szynie ET 200SP.
- Zastosowanie: Zdalne szafy sterownicze, rozproszona automatyka (automotive, linie montażowe). Wersje F dostępne.
- Możliwości: Identyczne programowanie jak S7-1500 w TIA Portal, mniejsza obudowa, moduły ET 200SP bezpośrednio na szynie. Praktyczne wskazówki:
- Na rozmowie kwalifikacyjnej: S7-300/400 spotykasz przy modernizacjach — musisz znać STEP 7 Classic. Nowe projekty: S7-1200 lub S7-1500.
- Dla początkujących w programowaniu PLC, S7-1200 jest polecany ze względu na niższą cenę. Źródło: transkrypcje ControlByte
1.10. Jakie są kluczowe aspekty pamięci sterownika PLC Siemens S7-1200/1500?
Pamięć sterownika PLC jest podzielona na obszary o różnych właściwościach, co pozwala na efektywne zarządzanie programem i danymi, uwzględniając trwałość i szybkość dostępu.
- Pamięć ładowania (Load Memory):
- Typ: Pamięć trwała (nieulotna), np. karta pamięci typu Flash lub wbudowana kość pamięci (S7-1200).
- Zawartość: Skompilowane bloki programowe (kod maszynowy), bloki danych, konfiguracja sprzętowa.
- Działanie: Dane są kopiowane z pamięci ładowania do pamięci roboczej podczas fazy startupu sterownika.
- Pamięć robocza (Work Memory):
- Typ: Pamięć ulotna (RAM).
- Działanie: Sterownik wykonuje większość działań w tym obszarze. Dane są tracone po zdjęciu zasilania.
- Pamięć systemowa:
- Typ: Część pamięci roboczej.
- Zawartość: Pamięć bitowa M (zmienne z tablicy tagów), timery i liczniki systemowe, lokalna pamięć tymczasowa L (zmienne tymczasowe), aktualny obraz procesu wejść i wyjść.
- Pamięć Retentive (nieulotna):
- Typ: Specjalny obszar pamięci nieulotnej w sterowniku.
- Działanie: Dane oznaczone jako retentywne są automatycznie zachowywane w pamięci nieulotnej (wbudowana Flash w S7-1200, SIMATIC Memory Card w S7-1500) i przywracane po ponownym uruchomieniu CPU. Pozwala na zachowanie wybranych danych (np. liczniki produkcji, aktualny stan maszyny, parametry receptur). Praktyczne wskazówki:
- Ważne jest, aby świadomie decydować, które dane mają być retentywne, aby zachować stan maszyny po zaniku zasilania.
- Ograniczona żywotność pamięci trwałej i długi czas zapisu/odczytu sprawiają, że pamięć RAM jest preferowana do bieżących operacji. Źródło: transkrypcje ControlByte
1.11. Jakie są warianty CPU S7-1200 i jakie mają możliwości rozbudowy?
Rodzina S7-1200 to kompaktowe sterowniki montowane na szynie DIN, programowane w TIA Portal. Wiedza o limitach rozbudowy jest ważna przy doborze do projektu.
Warianty CPU S7-1200:
| CPU | Wbudowane I/O | Max SM (prawo) | Max CM (lewo) | SB (front) | Uwagi |
|---|---|---|---|---|---|
| 1211C | 6DI/4DO/2AI | brak | 3 | 1 | Brak rozbudowy SM |
| 1212C | 8DI/6DO/2AI | 2 SM | 3 | 1 | |
| 1214C | 14DI/10DO/2AI | 8 SM | 3 | 1 | Najpopularniejszy |
| 1215C | 14DI/10DO/2AI | 8 SM | 3 | 1 | 2 porty PROFINET |
| 1217C | 14DI/10DO/2AI/2AO | 8 SM | 3 | 1 | PTO4 (4 osie krokowe), 2× PROFINET |
Typy modułów rozszerzeń:
- SM (Signal Module) — z prawej: DI, DO, DI/DO, AI, AO — maksymalnie 8 sztuk.
- CM (Comm Module) — z lewej: RS232, RS485, PROFIBUS DP, AS-i, IO-Link master, GSM/GPRS.
- SB (Signal Board) — na froncie CPU: 2DI+2DO, AI, lub RS485 bez zajmowania slotu SM.
Karta pamięci: Micro SD pre-formatowana przez Siemens (nie zwykły consumer SD). Rola: backup programu, aktualizacja firmware, “Transfer Card” (wgranie programu na nowy CPU bez laptopa — wystarczy karta).
Praktyczne limity: Przy wielu modułach analogowych sumuj pobór prądu 5V z szyny wewnętrznej — max ~1A. Przekroczenie = moduły niestabilnie działają lub nie startują.
Źródło: dane katalogowe Siemens S7-1200 System Manual
1.12. Czym jest enkoder i jaka jest różnica między inkrementalnym a absolutnym? 🟡
Enkoder (przetwornik obrotowo-impulsowy) to czujnik zamieniający ruch mechaniczny (kąt/pozycję) na sygnał elektryczny odczytywany przez napęd lub PLC.
| Cecha | Inkrementalny | Absolutny |
|---|---|---|
| Sygnał wyjściowy | Impulsy zliczane od punktu startowego | Unikalna wartość liczbowa = aktualna pozycja |
| Po zaniku zasilania | Traci pozycję — wymaga referencjonowania (homing) | Zachowuje pozycję (absolutny) |
| Homing (referencja) | Wymagany po każdym starcie | Nie wymagany (single-turn) lub nie wymagany (multi-turn) |
| Interfejsy | TTL (A/B/Z), HTL, sin/cos 1 Vpp | SSI, EnDat 2.1/2.2, HIPERFACE, HIPERFACE DSL |
| Rozdzielczość | 100 – 65 536 imp/obrót (PPR) | 12 – 25 bit/obrót |
| Koszt | Niższy | Wyższy |
| Zastosowanie | Przenośniki, wentylatory, proste osie | Roboty, osie pionowe, serwosystemy |
Single-turn vs Multi-turn (absolutne):
- Single-turn: unikalny kod dla 1 pełnego obrotu (0°–360°). Po przekręceniu o >1 obrót — traci pozycję absolutną.
- Multi-turn: dodatkowy mechanizm (getriebe optyczny lub zasilanie bateryjne) liczy pełne obroty. Np. 17 bit (131 072 poz/obrót) + 12 bit multi-turn (4096 obrotów) = ponad 536 mln unikalnych pozycji.
⚠️ Osie pionowe i roboty: zawsze absolutny enkoder multi-turn — po zaniku zasilania maszyna wie dokładnie gdzie jest ramię bez potrzeby homing. Inkrementalny = homing po każdym resecie = niebezpieczne przy obciążeniu.
💡 Na rozmowie: pytanie o enkodery często pojawia się razem z SLS/SDI — wspomnij że do tych funkcji Safety wymagane są enkodery certyfikowane (HIPERFACE Safety, EnDat Safety).
[ZWERYFIKOWANE - SINAMICS S120 Function Manual: Encoder types; HIPERFACE Safety (SICK/Stegmann), EnDat Safety (Heidenhain) — certyfikowane wg IEC 61508]
1.13. Co to jest IO-Link i jakie korzyści daje względem klasycznych wejść analogowych PLC? 🟡
IO-Link (IEC 61131-9) to standardowy niskonapięciowy protokół komunikacji punkt-punkt między sterownikiem PLC (IO-Link Master) a inteligentnymi czujnikami/aktuatorami (IO-Link Device). Działa po standardowym 3-żyłowym kablu M12 — bez dodatkowego okablowania.
Architektura:
- IO-Link Master — moduł montowany w stacji ET200SP/ET200MP lub jako standalone (np.
6ES7148-6JA00-0AB0). Jeden master obsługuje do 8 portów IO-Link. - IO-Link Device — czujnik/zawór/kolumna świetlna z interfejsem IO-Link (producenci: Balluff, SICK, IFM, Turck, Pepperl+Fuchs).
- IODD (IO Device Description) — plik XML opisujący device, importowany do TIA Portal (analogia do GSDML dla PROFINET).
Korzyści vs analogowe 4–20 mA / 0–10 V:
| Cecha | Analogowe AI | IO-Link |
|---|---|---|
| Dane procesowe | 1 wartość (realna) | Wiele parametrów jednocześnie (pozycja, temp., błędy) |
| Konfiguracja czujnika | Fizycznie (trymer, DIP) | Zdalnie przez TIA Portal lub parametryzacja z DB |
| Diagnostyka | Brak | Pełna (kod błędu, temperatura, licznik cykli) |
| Okablowanie | 4 żyły + ekran | Standardowy kabel M12 3-żyłowy |
| Wymiana czujnika | Ręczna rekalibracja | Auto re-parametryzacja z DB (Data Storage mode) |
| Koszt na przekrój | Niższy | Wyższy dla mastera, niższy per czujnik |
Co oznacza każda żyła w kablu M12:
Kabel 3-żyłowy (IO-Link / czujniki cyfrowe):
- Pin 1 (BN — brązowy): L+ zasilanie (24 VDC)
- Pin 3 (BU — niebieski): M masa (0 V)
- Pin 4 (BK — czarny): C/Q — dane IO-Link (komunikacja) lub wyjście przełączające (SIO mode)
Kabel 4-żyłowy (czujniki analogowe 4–20 mA / 0–10 V):
- Pin 1 (BN — brązowy): L+ zasilanie (24 VDC)
- Pin 2 (WH — biały): Sygnał analogowy (wyjście czujnika → AI modułu)
- Pin 3 (BU — niebieski): M masa (0 V)
- Pin 4 (BK — czarny): Drugi kanał wyjścia lub ekran/rezerwa
Złącze M12 to standard przemysłowy — kolory żył wg EN 60947-5-2. IO-Link celowo używa tego samego kabla co czujniki binarne (3-wire) — wymiana czujnika zwykłego na IO-Link nie wymaga przeokablowania.
Tryb Data Storage (automatyczna reparametryzacja):
Po wymianie uszkodzonego czujnika IO-Link Master automatycznie wgrywa zapisane parametry do nowego urządzenia — bez interwencji serwisanta. TIA Portal → właściwości portu IO-Link → Data Storage: On.
Typowe zastosowania w automotive:
- Czujniki odległości/ciśnienia z pełną parametryzacją — zmiana zakresu pomiarowego zdalnie z PLC bez fizycznej ingerencji
- Czujniki RFID (IO-Link) do identyfikacji wymiennego oprzyrządowania (tooling) — PLC rozpoznaje zamontowany wariant i wybiera sekwencję
- Kolumny świetlne z parametryzacją kolorów i wzorów przez PLC
- Zawory pneumatyczne z diagnostyką licznika zadziałań
💡 IO-Link ≠ Safety — standard IO-Link nie jest Safety-certified. Do zastosowań Safety wymagane są osobne kanały F-DI. IO-Link służy wyłącznie do danych procesowych i diagnostyki (standard world).
Źródło: Siemens ET200SP IO-Link Master product documentation
1.14. Co to jest przerzutnik SR i RS w TIA Portal i jaka jest różnica w priorytecie? 🟢
Przerzutniki bistabilne SR i RS to elementy PLC zapamiętujące stan (bit) po zaniku sygnału sterującego. Stosuje się je, bo operator wciska przycisk START na chwilę — a silnik musi pracować dalej (samopodtrzymanie). Różnią się zachowaniem gdy S i R są aktywne jednocześnie — wtedy priorytet decyduje o stanie wyjścia.
SR — priorytet Set (Set dominant):
- Wyjście
Qustawia sygnałS(Set), kasuje sygnałR1(Reset) - Gdy
S=1iR1=1jednocześnie →Q = 1(Set wygrywa) - Stosowany gdy ważniejsze jest uruchomienie niż zatrzymanie (np. latch alarmu — alarm musi trzymać do ręcznego potwierdzenia)
RS — priorytet Reset (Reset dominant):
- Wyjście
Qustawia sygnałS1(Set), kasuje sygnałR(Reset) - Gdy
S1=1iR=1jednocześnie →Q = 0(Reset wygrywa) - Stosowany gdy ważniejsze jest zatrzymanie niż uruchomienie (99% maszyn — STOP/E-Stop musi wygrać ze STARTem)
Tabela prawdy — SR (Set-dominant):
| S | R1 | Q (wyjście) |
|---|---|---|
| 0 | 0 | Q_prev (stan zapamiętany) |
| 1 | 0 | 1 (Set) |
| 0 | 1 | 0 (Reset) |
| 1 | 1 | 1 ← Set wygrywa |
Tabela prawdy — RS (Reset-dominant):
| S1 | R | Q (wyjście) |
|---|---|---|
| 0 | 0 | Q_prev (stan zapamiętany) |
| 1 | 0 | 1 (Set) |
| 0 | 1 | 0 (Reset) |
| 1 | 1 | 0 ← Reset wygrywa |
Jedyna różnica → wiersz ostatni (oba aktywne). Reszta identyczna.
Równoważny kod SCL — implementacja ręczna:
// SR — priorytet Set (kolejność: najpierw Reset, potem Set nadpisuje)
"MotorRunSR" := "MotorRunSR" OR "StartBtn";
IF "StopBtn" THEN "MotorRunSR" := FALSE; END_IF;
IF "StartBtn" THEN "MotorRunSR" := TRUE; END_IF; // Set na końcu = priorytet
// RS — priorytet Reset (kolejność: najpierw Set, potem Reset nadpisuje)
"MotorRunRS" := "MotorRunRS" OR "StartBtn";
IF "StartBtn" THEN "MotorRunRS" := TRUE; END_IF;
IF "StopBtn" THEN "MotorRunRS" := FALSE; END_IF; // Reset na końcu = priorytet
Praktyczna zasada doboru:
| Sytuacja | Wybór |
|---|---|
| Stop ma wyższy priorytet (99% maszyn przemysłowych) | RS |
| Start/Set ważniejszy (np. latch alarmu do potwierdzenia) | SR |
| Fizyczny E-Stop / Guard | Zawsze RS — Reset (bezpieczeństwo) dominuje |
⚠️ W TIA Portal LAD bloki SR/RS są dostępne w Basic Instructions → Bistable operations. Parametr
Qto bit zapamiętany — musi być adres Memory (M) lub DB bit, nigdy wejścieI.
Źródło: TIA Portal Help — LAD Bistable Operations; IEC 61131-3 §3.2.3
1.15. Jak zbudować układ samopodtrzymania w LAD i czym różni się Dominacja SET od Dominacji RESET? 🔴
Samopodtrzymanie (seal-in) to obwód LAD, w którym cewka wyjściowa podtrzymuje się sama — styk NO tego samego bitu jest podłączony równolegle do START. Dzięki temu operator wciska START na chwilę, a cewka pracuje dalej. Dominacja określa, który sygnał wygrywa gdy START i STOP są aktywne jednocześnie — zależy od struktury obwodu, czyli gdzie w drabince siedzi styk STOP.
Dominacja RESET — STOP wygrywa (bezpieczna):
| |
| START STOP(NC) ( Lampka ) |
+----] [-----+-----]/[---------( )----- +
| | |
| Lampka | |
+----] [-----+ |
| |
- Górna gałąź:
START→ do węzła+ - Dolna gałąź:
Lampka(samopodtrzymanie) → do tego samego węzła+ - Za węzłem:
STOP(NC)szeregowo → cewka( Lampka ) - STOP odcina jedyną drogę do cewki — blokuje i START, i podtrzymanie
START=1, STOP=1→ Lampka = 0 (RESET wygrywa)- 💡 „Obie ścieżki prowadzą przez STOP — przycisk wyłączenia jest ważniejszy”
Dominacja SET — START wygrywa (niebezpieczna):
| |
| START ( Lampka ) |
+----] [-------------------+---( )----- +
| | |
| Lampka STOP(NC) | |
+----] [------]/[----------+ |
| |
- Górna gałąź:
START→ bezpośrednio do cewki (omija STOP!) - Dolna gałąź:
Lampka(samopodtrzymanie) →STOP(NC)→ do cewki - STOP odcina tylko podtrzymanie — START dalej zasila cewkę górą
START=1, STOP=1→ Lampka = 1 (SET wygrywa)- 💡 „START omija STOP górną gałęzią — przycisk wyłączenia nie działa gdy START wciśnięty”
Kluczowa różnica — pozycja STOP w obwodzie:
| Cecha | Dominacja RESET | Dominacja SET |
|---|---|---|
| STOP odcina | obie ścieżki (START + seal-in) | tylko seal-in |
| START=1, STOP=1 | Lampka = 0 | Lampka = 1 |
| Bezpieczeństwo | ✅ bezpieczna | ⚠️ niebezpieczna |
Dlaczego układ trzyma stan gdy START=0, STOP=0?
STOP jest stykiem NC ]/[ — gdy nikt go nie wciska (STOP=0), styk NC jest zamknięty (przepuszcza). Prąd płynie przez seal-in Lampka → przez zamknięty STOP(NC) → do cewki. Układ trzyma stan poprzedni — identycznie jak SR/RS z S=0, R=0.
Tabela prawdy:
| Stan | START | STOP | Dom. RESET | Dom. SET |
|---|---|---|---|---|
| Oba wciśnięte | 1 | 1 | 0 ← STOP | 1 ← START |
| Tylko START | 1 | 0 | 1 | 1 |
| Tylko STOP | 0 | 1 | 0 | 0 |
| Żaden | 0 | 0 | * (trzyma) | * (trzyma) |
*= stan podtrzymany przez seal-in (styk NC STOP jest zamknięty → cewka trzyma). Jedyna różnica → wierszSTART=1, STOP=1.
Powiązanie z blokami SR/RS i cewkami (S)/(R):
Układ seal-in z normalną cewką ( ), bloki SR/RS i cewki (S)/(R) to ta sama logika bistabilna — trzy różne notacje, identyczna tabela prawdy.
| Implementacja | Podtrzymanie | Dominację decyduje |
|---|---|---|
Seal-in + cewka ( ) |
Styk NO wyjścia równolegle do START (budujesz sam) | Pozycja STOP w obwodzie |
Cewki (S) / (R) |
Wbudowane w cewkę (nie trzeba styku) | Kolejność skanowania (ostatni network wygrywa) |
| Blok SR / RS | Wbudowane w blok | Typ bloku (SR → S wygrywa, RS → R wygrywa) |
| Obwód seal-in | Cewki LAD | Blok TIA Portal |
|---|---|---|
| Dominacja RESET | (S) → potem (R) (R ostatni) |
RS — Reset-Dominant |
| Dominacja SET | (R) → potem (S) (S ostatni) |
SR — Set-Dominant |
Zasada bezpieczeństwa: Zawsze stosuj Dominację RESET dla obwodów STOP i E-Stop. Operator musi mieć gwarancję, że STOP zatrzyma maszynę niezależnie od innych sygnałów (EN 60204-1 §9.2.2).
Źródło: Kurs ControlByte — Układy samopodtrzymania, Dominacja SET/RESET; EN 60204-1 §9.2.2
2. ARCHITEKTURA SIMATIC SAFETY INTEGRATED
2.1. Co to jest SIMATIC Safety Integrated i co oznacza ‘wszystko w jednym sterowniku’? 🔴
SIMATIC Safety Integrated to koncepcja Siemensa gdzie funkcje bezpieczeństwa (failsafe) i funkcje standardowe działają w jednym fizycznym CPU (F-CPU), jednym projekcie TIA Portal i przez jedną sieć PROFINET/PROFIsafe.
Korzyści:
- Jeden sterownik zamiast dwóch (standard + safety)
- Ten sam inżyniering w TIA Portal
- Ta sama diagnostyka, mniej okablowania, mniejsza szafa sterownicza
SIMATIC Safety Integrated — jeden PLC, jeden inżyniering, jedna komunikacja:
[ZWERYFIKOWANE] — SIMATIC Safety Integrated — przegląd systemu; SIMATIC Safety — Konfiguracja i programowanie (A5E02714440-AK)
2.2. Co to jest F-CPU i jak działa dual-channel processing? 🔴
Dual-channel processing to architektura, w której ten sam fragment kodu Safety jest wykonywany przez dwa niezależne kanały obliczeniowe wewnątrz jednego CPU. W S7-1500F realizowane programowo (diversified redundant processing w jednym fizycznym procesorze — ten sam program Safety wykonywany dwukrotnie z dywersyfikowanym przetwarzaniem, wyniki porównywane). W starszych generacjach (S7-300F/400F) — sprzętowo (dwa oddzielne procesory). Oba kanały przetwarzają identyczne dane wejściowe i produkują wyniki. Na końcu każdego cyklu Safety specjalny komparator porównuje wyniki obu kanałów:
- Wyniki zgodne → cykl OK, wyjścia Safety ustawiane normalnie.
- Wyniki różne (nawet 1 bit) → CPU wykrywa błąd wewnętrzny → natychmiastowe przejście w bezpieczny stan (pasywacja wyjść Safety, stop napędów).
Co to oznacza w praktyce dla komisjonera/integratora:
- Nie musisz pisać logiki redundantnej — piszesz jeden program Safety, hardware sam wykonuje go dwukrotnie i sprawdza.
- Błąd sprzętowy wewnątrz CPU (uszkodzony rejestr, przekłamanie RAM) jest wykrywalny — to jest właśnie cel tej architektury, nie programowej redundancji.
- Czas cyklu Safety (F_MAIN) jest dłuższy niż OB1, bo CPU wykonuje go dwa razy + porównanie. Typowo 2× czas cyklu standardowego.
Ciągły self-test: F-CPU w tle testuje pamięć RAM (CRC bloków), ALU, rejestry procesora. Program Safety działa w oddzielnym chronionym obszarze pamięci — standardowy program OB1 nie może go nadpisać ani odczytać bezpośrednio.
⚠️ DO WERYFIKACJI: Twierdzenie „F_MAIN wykonywany typowo 2× dłużej niż OB1” jest uproszczeniem. Rzeczywisty czas cyklu Safety zależy od rozmiaru programu F, konfiguracji sprzętu i komunikacji PROFIsafe — nie jest to prosta wielokrotność czasu OB1. Sprawdź w TIA Portal → CPU properties → Cycle time.
Certyfikacja (informacyjnie): F-CPU jest certyfikowany dla SIL 3 / PL e — ta informacja pochodzi z karty katalogowej napędu lub CPU; nie musisz jej znać na pamięć, ale warto wiedzieć że to TÜV zatwierdza architekturę, nie sam Siemens.
[ZWERYFIKOWANE] — SIMATIC Safety — Konfiguracja i programowanie (A5E02714440-AK), rozdział „Dual-channel processing / diversified redundant processing”; SIMATIC Safety Getting Started (A5E02714463)
2.3. Jakie sterowniki Siemens obsługują funkcje Safety?
S7-1500F: CPU 1511F, 1513F, 1515F, 1516F, 1517F, 1518F — Advanced controllers z wbudowanym Safety. S7-1200F: CPU 1212FC, 1214FC, 1215FC — Basic controllers z Safety, mniejsze aplikacje. ET 200SP CPU F: CPU 1510SP F, 1512SP F — zdalny sterownik z Safety, montaż przy maszynie. ET 200pro CPU F: CPU 1516pro F — IP67, bezpośrednio na maszynie. Wszystkie programowane w TIA Portal z STEP 7 Safety Advanced lub Safety Basic.
[ZWERYFIKOWANE] — SIMATIC S7-1500F — strona produktowa; SIMATIC S7-1200F — strona produktowa
2.4. Co to jest F-DB i dlaczego nie można go edytować ręcznie?
F-DB (Fail-safe Data Block) generowany jest automatycznie przez TIA Portal dla każdego bloku Safety. Zawiera: CRC (checksum logiki), F-signature (podpis programu Safety), parametry czasowe. Ręczna edycja zniszczyłaby spójność podpisu → F-CPU odmówiłoby uruchomienia Safety. To celowe zabezpieczenie przed nieautoryzowaną modyfikacją.
[ZWERYFIKOWANE] — SIMATIC Safety — Konfiguracja i programowanie (A5E02714440-AK), rozdział Safety Administration Editor
2.5. Co to jest F-signature i collective signature? 🟡
F-signature to unikalny podpis (suma kontrolna CRC) jednego bloku Safety — zmienia się przy każdej modyfikacji kodu. Collective signature (podpis zbiorczy) to podpis CAŁEGO programu Safety złożony ze wszystkich bloków. Widoczny na wyświetlaczu CPU lub w TIA Portal jako ciąg znaków (np. ‘5CBE6409’). Przy wgraniu CPU porównuje collective signature — niezgodność → Safety nie uruchamia się.
W TIA Portal w Safety Administration Editor widoczne są:
- Zbiorczy podpis bezpieczeństwa (collective F-signature) — zmienia się przy każdej zmianie danych projektu fail-safe
- Podpis zbiorczy F-SW — zmienia się przy zmianie programu Safety
- Podpis zbiorczy F-HW — zmienia się przy zmianie konfiguracji sprzętowej fail-safe
[ZWERYFIKOWANE] — SIMATIC Safety — Konfiguracja i programowanie (A5E02714440-AK), str. 83–84 „F-signatures”; SIMATIC Safety Getting Started (A5E02714463), str. 32, 43
2.6. Jakie są tryby pracy Safety CPU i jak się przełącza?
Safety mode activated — normalny tryb produktywny, program Safety działa, wyjścia sterowane przez logikę F. Safety mode deactivated — tryb commissioning/testowy, wejścia/wyjścia F modułów mogą być nadpisywane ręcznie bez ochrony Safety (używany np. podczas uruchamiania do testów okablowania). Przełączenie przez TIA Portal (Safety Administration Editor → „Disable safety mode”) lub dedykowany sygnał w logice. Po przełączeniu wymagane potwierdzenie (hasło Safety). Zmiana trybu jest logowana z datą i użytkownikiem. Uwaga: dezaktywacja trybu Safety jest widoczna w diagnostyce i na wyświetlaczu CPU — nie można jej ukryć.
⚠️ WARNING z dokumentacji Siemens: „Deactivation of safety mode is intended for test purposes, commissioning, etc. Whenever safety mode is deactivated, the safety of the system must be ensured by other organizational measures, such as monitored operation, manual safety shutdown, and access restrictions to certain areas.”
[ZWERYFIKOWANE] — SIMATIC Safety Getting Started (A5E02714463), str. 42–43; SIMATIC Safety — Konfiguracja i programowanie (A5E02714440-AK), Safety Administration Editor
2.7. Jakie są podstawowe komponenty i zasady programowania sterowników bezpieczeństwa Pilz PNOZmulti?
Pilz PNOZmulti to programowalny sterownik bezpieczeństwa, który umożliwia łatwe i intuicyjne tworzenie logiki bezpieczeństwa dla maszyn, wykorzystując dedykowane bloki funkcyjne i graficzne środowisko programowania.
- Programowanie:
- Odbywa się za pomocą oprogramowania PNOZmulti Configurator.
- Program jest podzielony na strony, co ułatwia organizację.
- Wykorzystuje dedykowane bloki funkcyjne — nazwy kodują funkcję: ML DH M gate = Magnet Lock (elektrorygiel) + Door monitoring + Hazardous guard locking + Manual restart, dla bramy ochronnej; ML 2 D H M = to samo, ale 2-kanałowe (redundancja czujników, wymagana dla PL d/e). Bloki bez „2” = jednokanałowe (PL c), z „2” = dwukanałowe (PL d–e). Litera M na końcu = operator musi fizycznie potwierdzić restart.
- Logika ryglowania i odryglowania jest zaimplementowana w specjalnych blokach.
- Konfiguracja sprzętowa:
- W zakładce “Open Hardware Configuration” można zobaczyć jednostkę główną, dodatkowe moduły wejść/wyjść oraz urządzenia sieciowe (np. panel PMI, czytniki RFID podłączone przez switch).
- Mapowanie zmiennych i wejść/wyjść odbywa się w zakładce “I O List”.
- Połączenie i diagnostyka:
- Połączenie ze sterownikiem odbywa się kablem Ethernet.
- Adres IP i maska podsieci są dostępne w menu Ethernet → info.
- Opcja “Scan Network” pozwala wykryć sterownik w sieci.
- W “Project Manager” należy wprowadzić Order number i Serial number sterownika, aby uzyskać dostęp.
- Dostępne są trzy poziomy dostępu: pełna edycja, podgląd, zmiana parametrów.
- Tryb “online Dynamic Program Display” podświetla aktywne sygnały na zielono, co ułatwia diagnostykę.
Kontekst na rozmowie: PNOZmulti to dedykowany sterownik bezpieczeństwa (nie F-CPU) — często spotykany przy modernizacjach maszyn i w małych izolowanych aplikacjach Safety (prasy, ogrodzenia). Integracja z Siemens PLC: PNOZmulti jako IO-Device PROFINET (Safe PNOZmulti) lub przez wyjścia przekaźnikowe Safety do F-DI Siemens. Różnica od SIMATIC Safety: PNOZmulti jest tańszy i prostszy dla <20 sygnałów Safety, ale nie łączy logiki Safety z programem PLC w jednym środowisku jak TIA Portal.
Porównanie dedykowanych sterowników Safety — Pilz vs SICK vs Siemens F-CPU:
| Cecha | Pilz PNOZmulti 2 | SICK Flexi Soft / FLX3-CPUC | Siemens F-CPU (S7-1500F) |
|---|---|---|---|
| Typ | Dedykowany Safety PLC | Dedykowany Safety PLC | Zintegrowany Safety w CPU standardowym |
| Programowanie | PNOZmulti Configurator (graficzne bloki) | SICK Safety Designer (FBD) | TIA Portal + STEP 7 Safety Advanced (LAD/FBD) |
| Max SIL / PL | SIL CL 3 / PL e | SIL CL 3 / PL e | SIL 3 / PL e |
| Skalowalność | Do ~20 F-I/O, rozszerzalny modułami | Do ~40 F-I/O, modułowe | Setki F-I/O przez ET200 + PROFIsafe |
| Koszt (orientacyjnie) | €800–1500 (jednostka + moduły) | €600–1200 (jednostka + moduły) | €3000–8000 (CPU F + licencja Safety) |
| Integracja z Siemens PLC | PROFINET IO-Device (opcja Safe) lub przekaźniki → F-DI | PROFINET IO-Device lub EtherNet/IP | Natywna — jeden projekt, jedna diagnostyka |
| Kiedy stosować | Mała maszyna standalone, modernizacja, <20 sygnałów Safety | Mała/średnia maszyna, ekosystem SICK (kurtyny, skanery) | Duża instalacja, wiele stref Safety, integracja z logiką standardową |
Kluczowe różnice w praktyce:
- SICK jest tańszy od Pilza przy porównywalnej funkcjonalności — Flexi Soft / FLX3 konkuruje ceną, szczególnie gdy w projekcie są już czujniki SICK (kurtyny deTec, skanery microScan — wtedy integracja „za darmo”)
- Pilz ma lepszą rozpoznawalność w branży Safety — audytorzy i klienci „znają Pilz” jako synonim bezpieczeństwa maszyn, łatwiej przejść odbiór
- Oba przegrywają z F-CPU w dużych instalacjach — >30 sygnałów Safety lub komunikacja Safety-to-Safety między stacjami → dedykowany Safety PLC staje się ograniczeniem (osobne narzędzie, osobna diagnostyka, dodatkowy interfejs)
- Modernizacja — Pilz/SICK idealny gdy dorzucasz Safety do starej maszyny z S7-300 (bez F) — nie musisz wymieniać CPU, podłączasz standalone Safety controller obok
⚠️ DO WERYFIKACJI — ceny orientacyjne z 2024, mogą się różnić zależnie od konfiguracji i rabatów. Źródło: transkrypcje ControlByte + wiedza domenowa
2.8. Co to jest S7-1500H (Hot Standby) i kiedy go stosujesz? 🟢
S7-1500H (Highly Available / Hot Standby) to konfiguracja redundantna dwóch identycznych CPU S7-1500 pracujących równolegle — jeden aktywny (Primary), drugi gotowy do natychmiastowego przejęcia sterowania (Backup).
Zasada działania:
- Oba CPU przetwarzają ten sam program synchronicznie w każdym cyklu
- Dane procesowe synchronizowane są przez dedykowaną sieć Sync link (Fiber lub Ethernet) — oddzielna od PROFINET
- Przy awarii Primary → Backup przejmuje sterowanie w czasie
< 1 cykl PLC(bez STOP maszyny) - Bumpless switchover — maszyna nie zauważa przełączenia
Konfiguracja sprzętowa:
- 2× CPU 1517H lub 1518HF (wersja z Safety)
- 2× IM 155-6 PN HF dla każdej stacji ET200SP (Shared-Device — oba CPU komunikują się z tą samą stacją)
- 2 fizyczne połączenia Sync link (redundancja linku synchronizacyjnego)
Kiedy stosujesz S7-1500H:
- Procesy ciągłe gdzie zatrzymanie CPU = duże straty (hutnictwo, chemia, petrochemia)
- Maszyny 24/7 gdzie planowanie okna serwisowego jest niemożliwe
- Wymagania SLA:
MTTR < 3s(Mean Time To Recovery)
Różnica H vs F (Safety):
| Cecha | S7-1515F | S7-1517H | S7-1518HF |
|---|---|---|---|
| Safety (F-CPU) | ✅ | ❌ | ✅ |
| Hot Standby | ❌ | ✅ | ✅ |
| Redundancja CPU | ❌ | ✅ | ✅ |
⚠️ S7-1500H ≠ Safety redundancja — Hot Standby gwarantuje dostępność (availability), nie poziom Safety (SIL). Do SIL wymagany F-CPU niezależnie od H.
💡 Programowanie w TIA Portal: H-system wygląda jak jeden CPU — piszesz kod jeden raz, TIA Portal automatycznie synchronizuje między Primary i Backup. Zmiana konfiguracji H wymaga krótkiego trybu serwisowego.
Źródło: Siemens SIMATIC S7-1500H System Manual (6ES7518-4FX00-1AC2)
2.9. Jak wygląda minimalna konfiguracja sprzętowa systemu S7-1500H? 🟢
S7-1500H (Hot Standby) to system z dwoma CPU pracującymi równolegle — Primary i Backup. Redundancja dotyczy CPU (wysoka dostępność), nie automatycznie sieci PROFINET. Minimalna konfiguracja wymaga 6 komponentów.
Lista komponentów (minimum):
| # | Komponent | Ilość | Rola |
|---|---|---|---|
| 1 | CPU 1517H lub 1518H | 2 | Primary + Backup |
| 2 | PM 190W zasilacz | 2 | Osobne zasilanie per CPU (niezależność awaryjna) |
| 3 | Kabel Sync Link (X3↔X3, X4↔X4) | 2 | Synchronizacja danych — dedykowane, oddzielne od PROFINET |
| 4 | SCALANCE switch (np. XB208) lub bezpośrednie połączenie | 1+ | PROFINET — sieć I/O |
| 5 | ET200SP z IM 155-6 PN HF | 1 | Shared Device — 2 porty PN, widoczna przez oba CPU |
| 6 | Moduły I/O (DI/DQ/AI) | min. 1 | Wejścia/wyjścia procesowe |
Kluczowe zasady:
- Sync Link = 2 fizyczne połączenia (X3↔X3 i X4↔X4) — redundancja linku synchronizacji CPU. Fiber do dużych odległości, Ethernet do ~100 m
- IM 155-6 PN HF (nie zwykły IM!) — 2 porty PROFINET, komunikuje się z oboma CPU jednocześnie (System Redundancy R1). Przy switchover stacja nie traci połączenia
- Czas switchover CPU — typowo 0,5–1,5 s (zależy od rozmiaru programu i liczby IO-Devices). Aplikacja musi tolerować krótką przerwę sterowania
- W TIA Portal — konfigurujesz jeden H-CPU, TIA automatycznie generuje konfigurację Backup. Program piszesz raz
Czego NIE potrzebujesz w minimalnej konfiguracji:
- Redundancja PROFINET (ring MRP) — opcja, nie wymóg (patrz Q2.10)
- Moduły F (Safety) — H to dostępność, nie Safety
- Dodatkowa licencja — H-firmware jest w CPU 1517H/1518H
┌──────────────────┐ Sync Link ×2 ┌──────────────────┐
│ Szafa 1 │ X3 ════════════════════ X3 │ Szafa 2 │
│ ┌────────────┐ │ X4 ════════════════════ X4 │ ┌────────────┐ │
│ │ CPU 1517H │ │ │ │ CPU 1517H │ │
│ │ PRIMARY │ │ │ │ BACKUP │ │
│ └─────┬──────┘ │ │ └─────┬──────┘ │
│ PM 190W │ │ PM 190W │
└────────┼─────────┘ └────────┼─────────┘
│ PROFINET X1 │ PROFINET X1
└──────────────┬───── SCALANCE XB208 ──────────────┘
│
┌───────┴───────┐
│ ET200SP │
│ IM 155-6 │
│ PN HF │ ← 2 porty PN (Shared Device / R1)
├───────────────┤
│ DI │ DQ │ AI │
└───────────────┘
[ZWERYFIKOWANE] — SIMATIC S7-1500H System Manual; S7-1500R/H strona produktowa
2.10. Jakie topologie PROFINET można stosować dla redundancji sieci w systemie S7-1500H? 🟢
Redundancja CPU (H-system) nie oznacza automatycznie redundancji sieci PROFINET. Awaria kabla lub switcha może odciąć IO-Devices mimo działającego Backup CPU. Dobór topologii PROFINET decyduje o odporności sieci I/O na uszkodzenia fizyczne.
Porównanie topologii:
| Topologia | Redundancja kabla PN | Koszt sieci | Czas przełączenia (awaria kabla) | Uwagi |
|---|---|---|---|---|
| Daisy chain | ❌ | Brak | Utrata stacji za przerwą | Najprościej, bez switcha |
| Gwiazda — niezarządzalny switch (XB208) | ❌ | Niski | Utrata wszystkich stacji | Switch = SPOF |
| Gwiazda — zarządzalny switch (XC/XP) | ❌ | Średni | Utrata wszystkich stacji | Diagnostyka SNMP, ale wciąż SPOF |
| Ring bez switcha (porty CPU → devices → porty CPU) | ✅ | Brak | ≤ 200 ms (MRP) | Optymalne — redundancja bez kosztów |
| Ring z zarządzalnym switchem | ✅ | Wysoki | ≤ 200 ms / ≈ 0 ms (MRPD) | Wymagany dla IRT/S120 |
| Dual-homed (dwa niezależne trakty) | ✅ | Najwyższy | ≈ 0 ms | IM 155-6 MF HF (Multi-Fieldbus, nie zwykły PN HF!) |
Uwaga: IM 155-6 PN HF (2 porty w jednym pierścieniu) vs IM 155-6 MF HF (2 niezależne interfejsy PROFINET → dual-homed na dwóch osobnych traktach). Dual-homed wymaga droższego MF HF.
Schematy wszystkich topologii:
Sync Link (X3-X3, X4-X4) identyczny we wszystkich wariantach — pominięty na schematach. Legenda:
*= port użyty,o= port wolny. Każde urządzenie pokazuje WSZYSTKIE porty.
① Daisy chain — najprostsza, bez redundancji kabla:
+-------------------+
| CPU PRIMARY |
+--------+----------+
[P1] |
| kabel 1
[P1] |
+--------+----------+
| ET200SP_1 |
| IM155-6 HF |
+--------+----------+
[P2] |
| kabel 2
[P1] |
+--------+----------+
| ET200SP_2 |
| IM155-6 HF |
+--------+----------+
[P2] |
| kabel 3
[P1] |
+--------+----------+
| ET200SP_3 |
| IM155-6 HF |
+--------+----------+
[P2] |
| kabel 4
[P1] |
+--------+----------+
| CPU BACKUP |
+-------------------+
⚠️ Awaria kabla 2 → ET200SP_2, _3 i CPU BACKUP utracone. Kabel wchodzi do P1, wychodzi z P2. Oba CPU na koncach lancucha — brak redundancji kabla.
② Gwiazda z niezarządzalnym switchem (SCALANCE XB208):
+-----------+ +-----------+
| CPU PRI | | CPU BAK |
+-----+-----+ +-----+-----+
[P1] | [P1] |
| k1 | k2
[P1] | [P2] |
+-----+----------------------------+-----+
| SCALANCE XB208 |
| (niezarzadzalny, 8 portow) |
| oP6 oP7 oP8 |
+-----+------------+------------+--------+
[P3] | [P4] | [P5] |
| k3 | k4 | k5
[P1] | [P1] | [P1] |
+-----+----+ +-----+----+ +----+-----+
| ET200SP_1| | ET200SP_2| | ET200SP_3|
| IM155 HF | | IM155 HF | | IM155 HF |
| oP2 | | oP2 | | oP2 |
+----------+ +----------+ +----------+
⚠️ Switch = SPOF. Kable z CPU wchodza do P1/P2 switcha, ze switcha P3-P5 do P1 stacji. P2 stacji wolne. Awaria XB208 = utrata CALEJ sieci I/O.
③ Gwiazda z zarządzalnym switchem (SCALANCE XC208):
+-----------+ +-----------+
| CPU PRI | | CPU BAK |
+-----+-----+ +-----+-----+
[P1] | [P1] |
| k1 | k2
[P1] | [P2] |
+-----+----------------------------+-----+
| SCALANCE XC208 |
| (zarzadzalny, SNMP/LLDP, 8 portow) |
| oP6 oP7 oP8 |
+-----+------------+------------+--------+
[P3] | [P4] | [P5] |
| k3 | k4 | k5
[P1] | [P1] | [P1] |
+-----+----+ +-----+----+ +----+-----+
| ET200SP_1| | ET200SP_2| | ET200SP_3|
| IM155 HF | | IM155 HF | | IM155 HF |
| oP2 | | oP2 | | oP2 |
+----------+ +----------+ +----------+
⚠️ Wciąż SPOF jak ②, ale switch ma diagnostykę SNMP, LLDP, port mirroring. P2 stacji wolne.
④ Ring bez switcha — porty CPU tworzą pierścień (MRP, optymalne):
+--------- k6 (zamyka pierscien) ---------+
| |
[P2] | [P2] |
+---+-------------------+ |
| CPU PRIMARY (MRM) | |
+---+-------------------+ |
[P1] | |
| k1 |
[P1] | |
+---+-------------------+ |
| ET200SP_1 | |
| IM155-6 HF (MRC) | |
+---+-------------------+ |
[P2] | |
| k2 |
[P1] | |
+---+-------------------+ |
| ET200SP_2 | |
| IM155-6 HF (MRC) | |
+---+-------------------+ |
[P2] | |
| k3 |
[P1] | |
+---+-------------------+ |
| ET200SP_3 | |
| IM155-6 HF (MRC) | |
+---+-------------------+ |
[P2] | |
| k4 |
[P1] | |
+---+-------------------+ |
| ET200SP_4 | |
| IM155-6 HF (MRC) | |
+---+-------------------+ |
[P2] | |
| k5 |
[P1] | [P2] |
+---+-------------------+-----------------+---+
| CPU BACKUP (MRM standby) |
+---------------------------------------------+
Pierscien: PRI:P1 -> _1 -> _2 -> _3 -> _4 -> BAK:P1
Zamkniecie: BAK:P2 -(k6)-> PRI:P2
WSZYSTKIE porty uzyte na WSZYSTKICH urzadzeniach.
✅ Optymalne. CPU PRIMARY = MRM, CPU BACKUP = MRM standby. Oba CPU w pierścieniu — P1 i P2 użyte na każdym urządzeniu. Awaria kabla → MRP ≤ 200 ms. Zero switchy.
⑤ Ring z zarządzalnymi switchami (MRPD, dla IRT/S120):
+-----------+ +-----------+
| CPU PRI | | CPU BAK |
| oP2 | | oP2 |
+-----+-----+ +-----+-----+
[P1] | [P1] |
| k1 | k2
[P1] | [P1] |
+-----+-----------+ kabel ring +-------+---------+
| SCALANCE | | SCALANCE |
| XC216-A | | XC216-B |
| oP6..oP16 | | oP6..oP16 |
+--+------+---+---+ +--+------+---+---+
[P3] | [P4] |[P5]| [P3] | [P4] |[P5]|
| | | | | |
k3 | k4 | k5 | k6 | k7 | k8 |
| | | | | |
[P1] | [P1] |[P1]| [P1] | [P1] |[P1]|
+--+--+ +-+-+ +--+-+ +--+--+ +-+-+ +--+-+
| _1 | | _2| | _3 | | _4 | | _5| | _6 |
| oP2 | |oP2| | oP2| | oP2 | |oP2| | oP2|
+-----+ +---+ +----+ +-----+ +---+ +----+
ET200SP (IM155 HF) ET200SP (IM155 HF)
✅ Switche w pierścieniu MRP/MRPD. MRPD = ≈ 0 ms. Kable ze switch P3-P5 do stacji P1. P2 na CPU i stacjach wolne — redundancję zapewnia ring switchów. Wymagane dla IRT/S120.
⑥ Dual-homed — dwa niezależne trakty (systemy krytyczne):
TRAKT A TRAKT B
+-----------+ +-----------+
| CPU PRI | | CPU BAK |
| oP2 | | oP2 |
+-----+-----+ +-----+-----+
[P1] | [P1] |
| k1 | k2
[P1] | [P1] |
+-----+-------+ +-----+-------+
| SCALANCE | | SCALANCE |
| XC-A | | XC-B |
| oP2 oP5-P16 | | oP2 oP5-P16 |
+--+------+---+ +--+------+---+
[P3] | [P4]| [P3] | [P4]|
| | | |
k3 | k5 | k4 | k6 |
| | | |
[IF1]| [IF1]| [IF2]| [IF2]|
+--+------+-------+ +--+------+-------+
| ET200SP_1 | | (te same stacje)|
| IM 155-6 MF HF | | |
+-----+-----------+ +-----------+-----+
+--+------+-------+
| ET200SP_2 | k3: XC-A:P3 <-- IF1
| IM 155-6 MF HF | k4: XC-B:P3 <-- IF2
+-----------------+ k5: XC-A:P4 <-- IF1
k6: XC-B:P4 <-- IF2
UWAGA: IM 155-6 MF HF =/= PN HF!
MF HF: 2 NIEZALEZNE interfejsy (osobne MAC, osobne IP)
PN HF: 2 porty, ale 1 interfejs (wewnetrzny switch)
✅ Kable z IF1 do Trakt A (XC-A), z IF2 do Trakt B (XC-B). Awaria traktu A → Trakt B przejmuje ~0 ms. Wymaga IM 155-6 MF HF (Multi-Fieldbus).
Rekomendacja doboru topologii:
| Zastosowanie | Topologia | Uzasadnienie |
|---|---|---|
| Budżet niski, mała linia | ① Daisy chain lub ② Gwiazda XB208 | Redundancja tylko CPU, nie sieci PN |
| Standard automotive / H-system | ④ Ring bez switcha (MRP) | Redundancja CPU + kabel PN, zero kosztów dodatkowych |
| Systemy krytyczne / napędy S120 | ⑤ Ring MRPD z SCALANCE XC/XP lub ⑥ Dual-homed | Minimalny przestój, IRT, pełna redundancja traktów |
Kluczowe różnice między topologiami:
| Cecha | ① Daisy | ②③ Gwiazda | ④ Ring MRP | ⑤ Ring MRPD | ⑥ Dual-homed |
|---|---|---|---|---|---|
| Redundancja kabla PN | NIE | NIE | TAK | TAK | TAK |
| Czas przełączenia | — | — | ≤ 200 ms | ≈ 0 ms | ≈ 0 ms |
| Dodatkowy sprzęt | brak | switch | brak | 2x switch | 2x switch + MF HF |
| SPOF (single point of failure) | kabel | switch | brak | brak | brak |
| Obsługa IRT (isochronous) | NIE | NIE | NIE | TAK | TAK |
| Porty CPU użyte | P1 | P1 | P1 + P2 | P1 | P1 |
| Moduł IM stacji | PN HF | PN HF | PN HF | PN HF | MF HF |
| Protokół redundancji | — | — | MRP | MRP/MRPD | System R1 |
| Koszt względny | najniższy | niski | niski | średni | wysoki |
Najważniejsze zasady praktyczne:
- IM 155-6 PN HF (2 porty, 1 interfejs) — dla topologii ①–⑤
- IM 155-6 MF HF (2 niezależne interfejsy, osobne MAC/IP) — wyłącznie dla ⑥ dual-homed
- W ringu MRP: CPU = MRM (Manager), stacje = MRC (Client)
- Sync Link (X3↔X3, X4↔X4) to osobne połączenie peer-to-peer między CPU — NIE jest częścią pierścienia PROFINET
- W topologii ④ ring zamyka się przez oba porty obu CPU — zero dodatkowego sprzętu
[ZWERYFIKOWANE] — SIMATIC S7-1500H System Manual; S7-1500R/H strona produktowa; IEC 61158-6-10 (PROFINET MRP); PROFINET diagnostics Application Example (Entry ID: 109484728)]
3. MODUŁY F-DI / F-DO — OKABLOWANIE I PARAMETRY
3.1. Co to jest F-DI i jak różni się od standardowego DI? 🔴
F-DI (Fail-safe Digital Input) to moduł wejść bezpieczeństwa certyfikowany do SIL 3 / PL e. W porównaniu ze standardowym DI posiada trzy dodatkowe mechanizmy diagnostyczne, które standardowy DI nie ma:
1. VS* pulse testing — ciągły autotest okablowania (= „self-test kanałów w tle”)
VS* (Versorgung Sensor) to zasilanie czujnika z modułu F-DI, które zamiast stałego 24 V wysyła krótkie impulsy testowe. Moduł analizuje wzorzec impulsów powracających na wejście i wykrywa usterki:
- Przerwa przewodu (wire break) — brak jakiegokolwiek sygnału zwrotnego (obwód otwarty)
- Zwarcie do L+ (24 V) — stały sygnał wysoki bez pulsacji (przewód podciągnięty do zasilania)
- Zwarcie do M (0 V / masa) — stały sygnał niski (przewód ściągnięty do masy)
Testowanie odbywa się w tle, cyklicznie, bez przerywania procesu — impulsy są tak krótkie, że czujnik (np. styk NC E-Stop) działa normalnie. To właśnie jest „self-test kanałów” — nie jest to osobna funkcja, lecz bezpośredni efekt działania VS* pulse testing.
2. Cross-circuit detection — wykrywanie zwarcia MIĘDZY kanałami 1oo2
Cross-circuit to zwarcie przewodu kanału A do przewodu kanału B tego samego czujnika dwukanałowego (1oo2). Przyczyna: kabel wielożyłowy przygnieciony lub przetarty → izolacja przebita → kanały A i B połączone elektrycznie.
Dlaczego to groźne: Zwarcie międzykanałowe sprawia, że oba kanały zawsze pokazują identyczną wartość — nawet jeśli jeden styk E-Stop jest uszkodzony (np. spawany). System „myśli”, że ma dwa niezależne kanały, a w rzeczywistości obwód jest zdegradowany do jednokanałowego (1oo1). Drugi błąd (uszkodzenie drugiego styku) nie zostanie wykryty → E-Stop nie zadziała. [ZWERYFIKOWANE — Siemens 21064024: „Without cross-circuit detection this would lead to, for example, a 2-channel emergency stop circuit not to trigger a shut-down even if only one normally-closed contact is faulty (second error)”]
Jak moduł F-DI to wykrywa: Dwa wyjścia sensor supply (VS0 i VS2) generują impulsy testowe z różnym przesunięciem czasowym (nie jednocześnie). Kanał A jest zasilany z VS0, kanał B z VS2:
- Kanały niezależne → odpowiedzi wracają z różnymi fazami (VS0 w swoim oknie, VS2 w swoim) → OK
- Kanały spięte → impuls z VS0 pojawia się na wejściu kanału B w oknie czasowym przypisanym do VS0 (a nie VS2) → moduł wykrywa cross-circuit → passivation
Konfiguracja w TIA Portal: Właściwości modułu F-DI → „Short-circuit test” → Activate (osobno per sensor supply 0 i sensor supply 2). Domyślnie wyłączone — trzeba aktywować, aby uzyskać DC ≥ 99% wymagane dla Cat.4 / PL e / SIL 3. [ZWERYFIKOWANE — Siemens 21064024, str. 12: „The short circuit tests for the channels 0 and 8 are activated.”]
3. Obsługa 1oo2 z discrepancy time + komunikacja PROFIsafe
- Ewaluacja dwukanałowa 1oo2 z konfigurowalnym discrepancy time (monitorowanie rozbieżności między kanałami)
- Komunikacja z F-CPU przez PROFIsafe z CRC — integralność danych gwarantowana na poziomie protokołu
- Ewaluację 1oo2 wykonuje sam moduł F-DI (nie obciąża F-CPU) [ZWERYFIKOWANE — Siemens Safety Integrated broszura: „Ewaluację 1oo2 wejść failsafe wykonują moduły wejściowe”]
Podsumowanie: VS* pulse testing, cross-circuit detection i self-test to ten sam mechanizm sprzętowy widziany z różnych perspektyw — VS* to sposób działania (impulsy), cross-circuit to jedna z wykrywanych usterek, a self-test to fakt że dzieje się to ciągle w tle. Aktywacja parametru „Short-circuit test” w TIA Portal włącza zarówno cross-circuit detection jak i detekcję zwarć do L+/M.
Moduły: ET 200SP F-DI, ET 200MP F-DI, S7-1200 SM 1226 F-DI.
📚 Źródła:
sources/pdfs/extracted/21064024_E-Stop_SIL3_1500F_DOC_V7_0_1_en_extracted.txt(str. 12, 17) — konfiguracja short-circuit test, definicja cross-circuitsources/pdfs/extracted/SIMATIC Safety Integrated – wszystko w jednym sterowniku PLC_extracted.txt— broszura: testy failsafe zwarć, przerw, cross-circuit- Normy: EN ISO 13849-1 (Cat.4 / PL e), IEC 62061 (SIL 3), IEC 61508
3.2. Co to jest VS* (pulse testing) i jak wykrywa usterki? 🔴
VS* (Versorgung Sensor / Sensor Supply) to wyjście zasilające na module F-DI, które wysyła krótkie impulsy testowe zamiast stałego 24 V. Czujnik zasilany jest tymi impulsami, a sygnał wraca na wejście z tą samą charakterystyką pulsacji. To jest ten sam mechanizm, który stoi za „self-testem kanałów” i „cross-circuit detection” opisanymi w pytaniu 3.1.
Moduł analizuje wzorzec impulsów i rozróżnia 4 stany usterek:
| Usterka | Co widzi moduł | Mechanizm |
|---|---|---|
| Przerwa przewodu (wire break) | Brak jakiegokolwiek sygnału zwrotnego | Obwód otwarty → impulsy nie wracają |
| Zwarcie do M (0 V / masa) | Stały sygnał niski (0 V) | Przewód ściągnięty do masy → impulsy zanikają |
| Zwarcie do L+ (24 V) | Stały sygnał wysoki bez pulsacji | Przewód podciągnięty do zasilania → brak przerw między impulsami |
| Cross-circuit (zwarcie międzykanałowe) | Impuls z VS0 pojawia się na wejściu kanału B w złym oknie czasowym | Kanał A i B spięte elektrycznie → utrata niezależności kanałów 1oo2 |
Mechanizm cross-circuit detection w szczegółach: Moduł F-DI ma dwa niezależne wyjścia sensor supply: VS0 (dla kanałów 0–3) i VS2 (dla kanałów 4–7 / 8–11 zależnie od modelu). VS0 i VS2 generują impulsy w różnych oknach czasowych — nigdy jednocześnie:
- W oknie T1: VS0 wysyła impuls → kanał A (np. DI0.0) widzi impuls, kanał B (np. DI0.4) — cisza
- W oknie T2: VS2 wysyła impuls → kanał B widzi impuls, kanał A — cisza
- Jeśli kanały A i B są spięte (cross-circuit): w oknie T1 oba kanały widzą impuls VS0 → moduł wykrywa impuls na kanale B w złym oknie czasowym → błąd cross-circuit → passivation
Kluczowe: VS* pulse testing zapewnia DC ≥ 99% (Diagnostic Coverage) — warunek konieczny do Cat.4 / PL e (ISO 13849-1) lub SIL 3 (IEC 62061 / IEC 61508). [ZWERYFIKOWANE — Siemens 39198632, normy ISO 13849-1 i IEC 62061]
Konfiguracja w TIA Portal: Właściwości modułu F-DI → „Short-circuit test” → Activate (osobno per sensor supply 0 i sensor supply 2). Domyślnie wyłączone — trzeba aktywować! [ZWERYFIKOWANE — Siemens 21064024, str. 12]
⚠️ Wyjątek — kurtyny (OSSD): Kurtyny bezpieczeństwa mają własne impulsy testowe na wyjściach OSSD1/OSSD2. Nie podłączaj VS* do OSSD — w TIA Portal ustaw „Sensor supply” kanału na „None/Disabled”, inaczej impulsy F-DI zablokują sygnał z kurtyny.
[ZWERYFIKOWANE - Siemens Wiring Examples for F-I/O (Entry ID: 39198632); E-Stop SIL3 Application (Entry ID: 21064024, str. 10-12)]
3.3. Dlaczego czujniki Safety podłącza się jako NC (normalnie zamknięty)? 🔴
Zasada bezpieczna (fail-safe): zerwanie kabla, przepalenie bezpiecznika, uszkodzenie czujnika → obwód otwarty → sygnał 0 → system Safety traktuje to jako zadziałanie i zatrzymuje maszynę. Przy NO (normalnie otwartym): zerwanie kabla = brak sygnału = maszyna nie wie o zagrożeniu → niebezpieczeństwo. NC to zasada ‘fail-safe by design’ wymagana przez normy bezpieczeństwa.
[ZWERYFIKOWANE - SIMATIC Safety - Konfiguracja i programowanie (Entry ID: 109751404); EN ISO 13849-1 §6.2.5 (wymogi dla sygnalizacji NC w obwodach bezpiecznych)]
3.4. Co to jest discrepancy time i jak go konfigurujesz? 🟡
Discrepancy time to maksymalny czas w którym dwa kanały czujnika 1oo2 mogą pokazywać różne wartości bez generowania błędu. Przykład: przy otwieraniu osłony mechanicznej jeden styk reaguje 15ms wcześniej niż drugi — to normalne i fizyczne. Konfigurujesz w TIA Portal: właściwości modułu F-DI → parametry kanału → Discrepancy time (typowo 10–200ms w zależności od czujnika). Zbyt krótki → fałszywe błędy. Zbyt długi → późne wykrycie uszkodzenia.
[ZWERYFIKOWANE - SIMATIC Safety - Konfiguracja i programowanie (Entry ID: 109751404), rozdz. parametry F-DI]
3.5. Co to jest substitute value na F-DO i kto decyduje o jego wartości?
Substitute value to wartość którą przyjmuje wyjście F-DO po przejściu modułu w passivation (stan błędu). Konfigurujesz w TIA Portal we właściwościach kanału F-DO: wartość 0 lub 1. Decyduje inżynier projektu na podstawie analizy bezpieczeństwa — nie Siemens. Przykłady: napęd → 0 (stop), zawór bezpieczeństwa → może być 1 (pozostaje otwarty), pompa chłodząca → może być 1 (chłodzi nadal).
[ZWERYFIKOWANE - SIMATIC Safety - Konfiguracja i programowanie (Entry ID: 109751404), rozdz. F-DO substitute values]
3.6. Co to jest pm switching i pp switching — różnica? 🟡
Pm switching i pp switching to dwa sposoby okablowania bezpiecznego odcięcia zasilania grupy standardowych modułów wyjściowych (DQ/AQ) przez moduł F-PM-E w stacji ET 200SP. Różnica dotyczy tego, które linie zasilania obciążenia (Load supply) są przełączane przez F-PM-E.
Problem, który rozwiązują: Na linii produkcyjnej masz dziesiątki standardowych modułów DQ sterujących zaworami, silnikami, lampkami. Przy E-Stop lub innej funkcji Safety musisz bezpiecznie odciąć zasilanie tym wyjściom. Wymiana wszystkich DQ na moduły F-DQ jest droga. Zamiast tego F-PM-E odcina zasilanie obciążenia (Load supply) całej grupy standardowych modułów — wszystkie wyjścia w grupie natychmiast tracą napięcie i przechodzą w stan bezpieczny (0 V).
pm switching (plus-minus) — odcięcie obu linii:
- F-PM-E przełącza obie linie zasilania obciążenia: P (+24V) i M (0V)
- Aktuator podłączony jest między wyjściem P a wyjściem M modułu DQ — a obie te linie przechodzą przez F-PM-E
- Wymaga wydzielonego zasilania obciążenia (Load supply) odizolowanego galwanicznie od zasilania elektroniki (Electronic supply) — widoczne na schemacie jako osobny zasilacz 24V DC
- Zaleta: pełna izolacja galwaniczna → nawet jeśli przewód wyjścia DQ dotknie zewnętrznego potencjału (np. zwarcie do obcego L+), aktuator i tak nie dostanie napięcia, bo M jest również odcięte
- Zastosowanie: gdy wymagana jest ochrona przed zwarciami do zewnętrznych potencjałów (np. linie z napięciem >24V w pobliżu, wymóg EN 60204-1)
- Osiągalny poziom: do SIL 2 / Cat.3 / PL d (z dwoma F-PM-E) lub SIL 1 / Cat.2 / PL c (z jednym F-PM-E)
pp switching (plus-plus) — odcięcie dwóch kanałów P:
- F-PM-E przełącza dwa niezależne kanały po stronie P (+24V) — podaje dwa sygnały P1 i P2 do grupy modułów
- Linia M (0V) jest wspólnym powrotem (common M) — NIE jest przełączana przez F-PM-E
- Nie wymaga osobnej izolacji galwanicznej zasilania obciążenia od elektroniki (prostsze okablowanie)
- Wada: linia M pozostaje aktywna po odcięciu → jeśli przewód wyjścia DQ ma zwarcie do aktywnego L+ za F-PM-E, aktuator może nadal dostać napięcie przez tę ścieżkę. Dlatego wymóg Siemens: „measures must be taken to protect the wiring from the PP output via all standard modules in the switch-off group to the actuator against short circuits to wires still active after safe switch off” (EN 60204-1) [ZWERYFIKOWANE — Siemens 39198632, str. 5]
- Zastosowanie: gdy okablowanie jest krótkie/chronione i nie ma ryzyka zwarć do obcych potencjałów — prostsze, tańsze rozwiązanie
- Osiągalny poziom: do SIL 2 / Cat.3 / PL d (z dwoma F-PM-E) lub SIL 1 / Cat.2 / PL c (z jednym F-PM-E)
| Cecha | pm switching | pp switching |
|---|---|---|
| Co przełącza F-PM-E | P i M (obie linie) | Dwa kanały P (tylko plus) |
| Linia M | Odcięta przez F-PM-E | Wspólna, nie odcinana |
| Izolacja galwaniczna Load/Electronic | Wymagana | Nie wymagana |
| Ochrona przed zwarciami do obcych potencjałów | Wbudowana (M odcięte) | Wymaga dodatkowych środków (EN 60204-1) |
| Złożoność okablowania | Wyższa (osobny zasilacz) | Niższa |
| Typowe zastosowanie | Linie z wyższym napięciem w pobliżu | Proste aplikacje, krótkie trasy kablowe |
pm-switching — schemat ET 200SP:
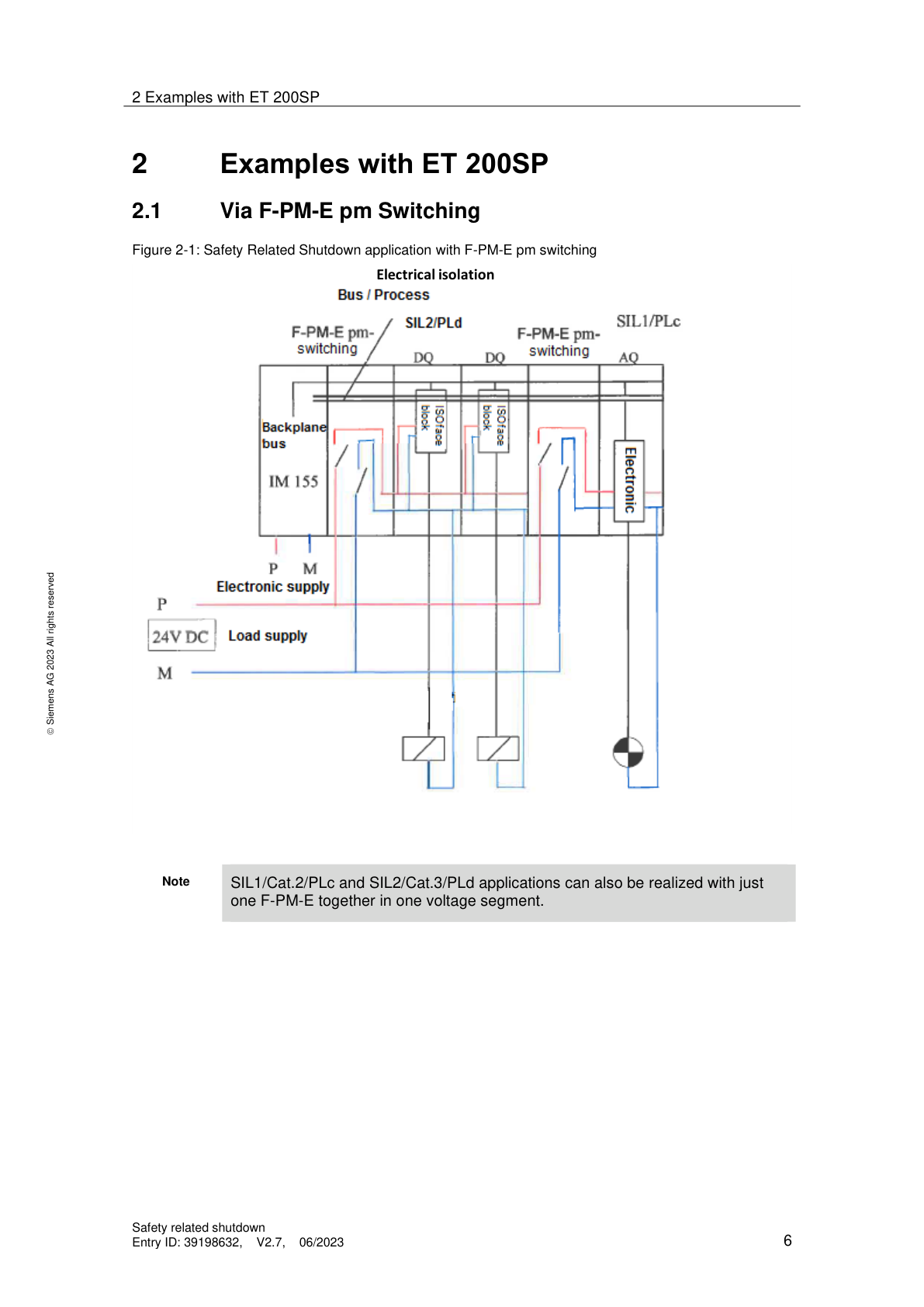
pp-switching — schemat ET 200SP:
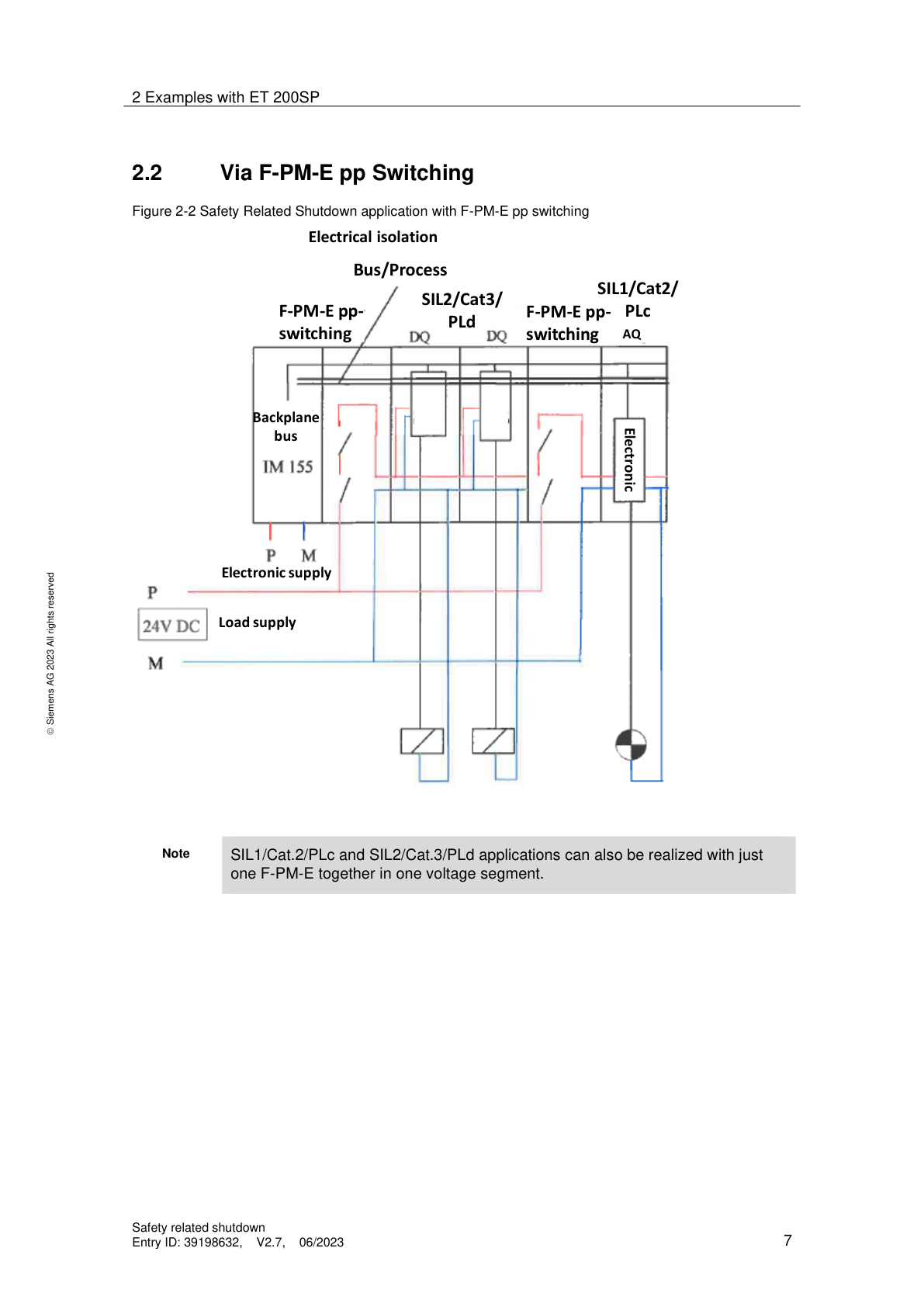
📚 Źródła:
sources/pdfs/extracted/39198632_Wiring_Example_en_extracted.txt(str. 5–7) — Fig. 2-1 pm switching, Fig. 2-2 pp switching, wymogi PP Switch Off- Norma: EN 60204-1 (środki ochrony okablowania przed zwarciami)
3.7. Co to jest F-PM-E i do czego służy?
F-PM-E (Fail-safe Power Module E) to moduł Safety w systemie ET 200SP, który umożliwia bezpieczne odcięcie zasilania obciążenia (Load supply) grupy standardowych modułów wyjściowych (DQ, AQ) — bez konieczności wymiany tych modułów na drogie moduły F-DQ.
Problem, który rozwiązuje: Standardowe moduły DQ nie mają certyfikatu Safety — nie mogą samodzielnie realizować funkcji bezpieczeństwa. Ale na jednej stacji ET 200SP możesz mieć 10–20 modułów DQ sterujących zaworami i napędami. Wymiana ich wszystkich na F-DQ to ogromny koszt. F-PM-E rozwiązuje to inaczej: odcina zasilanie na poziomie grupy — jeden moduł F-PM-E obsługuje wszystkie standardowe DQ w swoim segmencie napięciowym (voltage segment).
Jak to działa krok po kroku:
- F-PM-E jest montowany w szynie ET 200SP przed grupą standardowych modułów DQ/AQ
- Zasilanie obciążenia (Load supply 24V DC) przechodzi przez F-PM-E do modułów w grupie
- W normalnej pracy F-PM-E przepuszcza zasilanie → DQ działają normalnie
- F-CPU (przez program Safety) nakazuje F-PM-E odciąć zasilanie → wszystkie wyjścia grupy tracą napięcie → aktuatory przechodzą w stan bezpieczny (0 V)
- F-PM-E realizuje to w konfiguracji pm switching (odcina P i M) lub pp switching (odcina dwa kanały P) — patrz pytanie 3.6
Osiągalny poziom bezpieczeństwa:
- 2× F-PM-E (redundancja) → do SIL 2 / Cat.3 / PL d
- 1× F-PM-E → do SIL 1 / Cat.2 / PL c
Ograniczenia i wymagania:
- Standardowe DQ w grupie nie wykonują same funkcji Safety — bezpieczeństwo zapewnia wyłącznie F-PM-E odcinając zasilanie
- Tylko moduły z listy dopuszczonej przez Siemens (FAQ 39198632) mogą być użyte w grupie Safety
- Diagnostyka procesu (czy aktuator rzeczywiście się wyłączył) musi być realizowana pośrednio — przez monitorowanie procesu lub feedback z czujników do F-DI
- Moduły standardowe DI nie mogą być używane do odczytu sygnałów Safety — wymagane F-DI
Praktyka commissioning: W TIA Portal F-PM-E konfiguruje się w hardware config jako moduł Safety w stacji ET 200SP. Przypisujesz mu F-address, ustawiasz tryb (pm/pp), a w programie Safety F-CPU sterujesz wyjściem F-PM-E tak jak zwykłym F-DO (TRUE = zasilanie włączone, FALSE = odcięte).
📚 Źródła:
sources/pdfs/extracted/39198632_Wiring_Example_en_extracted.txt(str. 4–7) — wymagania, schematy pm/pp switchingdocs/chapters/03_moduly_fdi_fdo.md— pytanie 3.6 (pm vs pp switching), 3.8 (alternatywy: Safety Relay, F-DO+przekaźnik)3.8. Jak bezpiecznie wyłączyć standardowe moduły wyjść przez Safety?
Trzy główne metody (wg dokumentu Siemens 39198632):
- Safety Relay (np. 3SK1) — zewnętrzny przekaźnik bezpieczeństwa odcina zasilanie grupy DQ. Niezależne od PLC.
- F-PM-E (pm lub pp switching) — moduł F-PM-E w tej samej stacji ET200 odcina zasilanie grupy standardowych DQ (SIL2/Cat.3/PLd).
- F-DO + zewnętrzny przekaźnik — F-DO steruje cewką przekaźnika który odcina zasilanie modułów standardowych. Feedback z przekaźnika do DI. Ważne: standardowe moduły DI nie mogą być używane do odczytu sygnałów Safety — wymagane F-DI.
Schematy okablowania — Safety Relay i ET200MP/S7-1500:
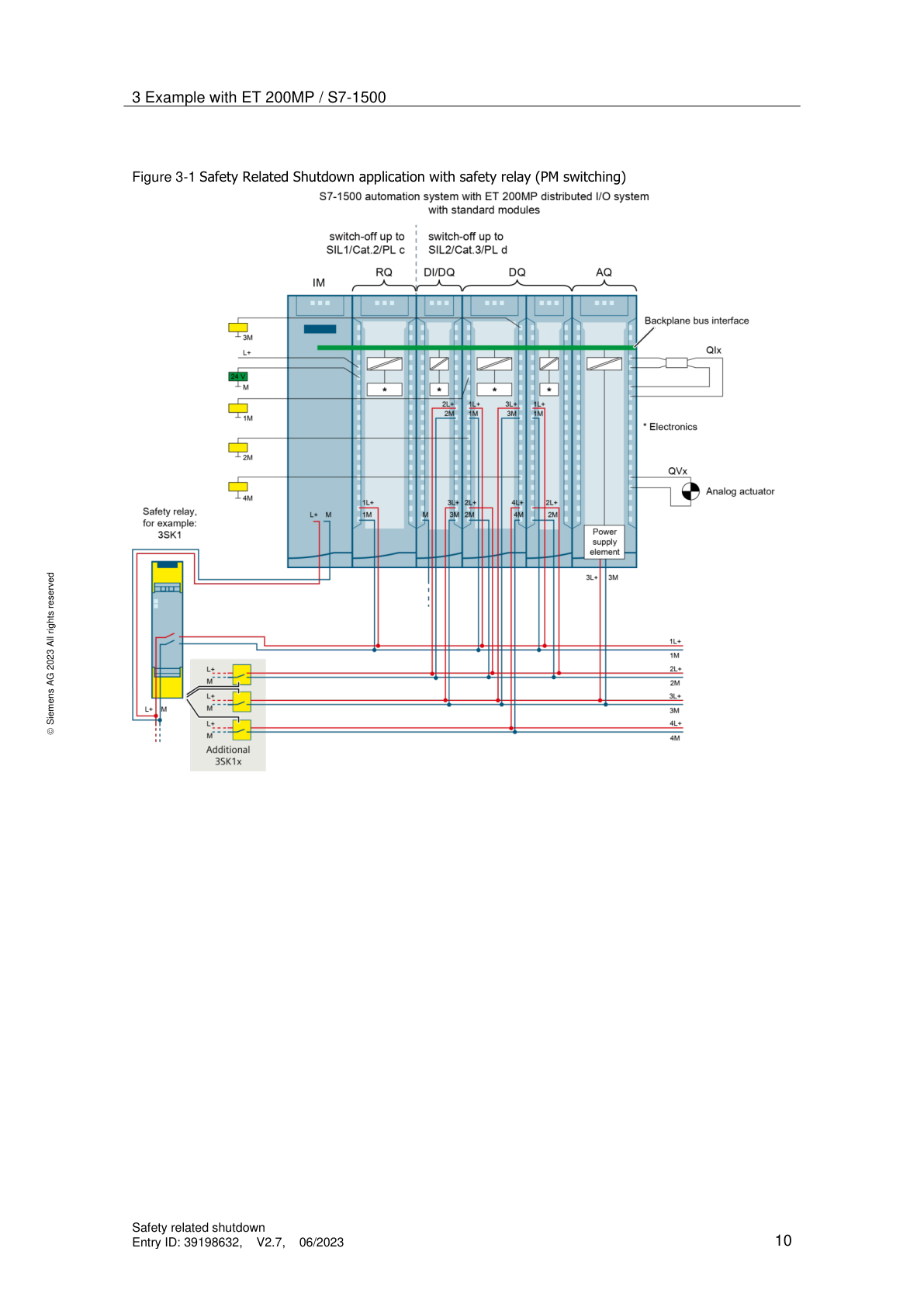
[ZWERYFIKOWANE - Siemens Wiring Examples for F-I/O (Entry ID: 39198632), Fig. 3-1 (Safety Relay PM-switching), Fig. 3-2 (F-PM-E), Fig. 3-3 (F-DO + przekaźnik)]
3.9. Jak F-CPU reaguje na typowe awarie wejść dwukanałowych (1oo2)?
Moduł F-DI, skonfigurowany do oceny dwukanałowej (1oo2), monitoruje sygnały z dwóch niezależnych kanałów i reaguje na różne typy awarii. Wszystkie trzy poniższe awarie powodują passivation — różnica polega na zakresie (kanał vs cały moduł), co zależy od parametru „Behavior after channel fault” w TIA Portal:
Passivate channel— passivation tylko dotkniętego kanału (pozostałe kanały działają dalej)Passivate the entire module— passivation całego F-I/O (domyślne dla ET 200SP)
1. Zwarcie do potencjału 0 V (M):
- Passivation: ✅ Tak — awaria kanału → passivation kanału lub modułu (wg parametru). Wyjścia Safety przyjmują substitute values (0).
- Błąd diagnostyczny: “Overload or internal sensor supply short circuit to ground”.
- LED: Kanał świeci na czerwono.
- Reset: Po usunięciu zwarcia → reintegracja (ręczna lub automatyczna, wg parametru „Channel failure acknowledge”).
2. Zwarcie międzykanałowe (cross-circuit):
- Passivation: ✅ Tak — awaria modułu (nie kanału!) → passivation całego modułu niezależnie od parametru „Behavior after channel fault”. Cross-circuit oznacza utratę niezależności kanałów → moduł nie może gwarantować poprawnej ewaluacji 1oo2.
- Błąd diagnostyczny: “Internal sensor supply short circuit to P” lub “Short-circuit of two encoder supplies”.
- LED: Cały moduł świeci na czerwono (nie pojedynczy kanał).
- Reset: Po usunięciu zwarcia → wymagany ACK_GL lub reset ręczny.
3. Rozbieżność sygnału (Discrepancy failure):
- Passivation: ✅ Tak — awaria kanału → passivation kanału lub modułu (wg parametru). Discrepancy = jeden kanał zmienił stan, a drugi nie w czasie discrepancy time.
- Przyczyna: Utrata ciągłości obwodu w jednym z kanałów (np. uszkodzenie styku w E-STOP, kurtynie bezpieczeństwa, skanerze) lub zespawany styk → kanały nie zmieniają się jednocześnie.
- Błąd diagnostyczny: “Discrepancy failure” — wskazany jest kanał, na którym wykryto rozbieżność.
- LED: Diody migają naprzemiennie (czerwona i zielona) po usunięciu przyczyny → gotowość do reintegracji.
- Reset: Zależy od parametru „Reintegration after discrepancy error”:
Automatic— reintegracja natychmiast po zgodności kanałówTest zero signal necessary— operator musi najpierw wymusić stan 0 na obu kanałach (np. wcisnąć E-STOP), dopiero potem reset
| Awaria | Passivation? | Zakres | LED |
|---|---|---|---|
| Zwarcie do M (0V) | ✅ Tak | Kanał lub moduł (parametr) | Kanał: czerwona |
| Cross-circuit | ✅ Tak | Zawsze cały moduł | Moduł: czerwona |
| Discrepancy | ✅ Tak | Kanał lub moduł (parametr) | Miganie czerwona/zielona (po usunięciu) |
Praktyczne wskazówki:
- W przypadku błędu rozbieżności z parametrem “Test zero signal necessary” — operator musi najpierw wymusić stan zerowy na czujniku (np. wcisnąć E-STOP), a dopiero potem może zresetować układ. Jest to ważne dla starszych urządzeń, które mogą generować fałszywe błędy rozbieżności.
- Parametr „Behavior after channel fault” (
Passivate channelvsPassivate the entire module) ma krytyczne znaczenie: passivation kanału pozwala utrzymać pozostałe kanały modułu aktywne, ale zwiększa czas pracy F-runtime group. [ZWERYFIKOWANE — SIMATIC Safety Konfiguracja, str. 54-55]
📚 Źródła:
sources/pdfs/extracted/SIMATIC Safety - Konfiguracja i programowanie (2)_extracted.txt(str. 54–55) — passivation kanału vs modułu, parametr „Behavior after channel fault”sources/pdfs/extracted/21064024_E-Stop_SIL3_1500F_DOC_V7_0_1_en_extracted.txt(str. 22) — examples of events that cause passivation, ACK_GLdocs/kb/kb_S03_moduly_fdi_fdo.md— knowledge base sekcji- Źródło: transkrypcje ControlByte
3.10. Jakie parametry są kluczowe przy konfiguracji wejść dwukanałowych w sterowniku bezpieczeństwa?
Prawidłowa konfiguracja parametrów wejść dwukanałowych (1oo2) w module F-DI jest niezbędna do niezawodnego działania systemu Safety i uniknięcia fałszywych passivation. W TIA Portal kluczowe parametry ustawia się we właściwościach kanału F-DI (Hardware Configuration → moduł F-DI → Properties).
1. Evaluation mode (tryb oceny)
- Dla wejść dwukanałowych wybierasz ocenę 1oo2 (one out of two) — moduł F-DI porównuje sygnały z dwóch niezależnych kanałów (np. DI0.0 i DI0.4) i traktuje je jako jeden sygnał logiczny.
- Ewaluację 1oo2 wykonuje sam moduł F-DI (nie F-CPU) — wynik trafia do F-CPU przez PROFIsafe jako jeden bit z value status.
2. Discrepancy time (czas rozbieżności)
- Definicja: Maksymalny dopuszczalny czas, w którym dwa kanały mogą pokazywać różne wartości bez wygenerowania błędu.
- Dobór: Zbyt krótki → fałszywe błędy i passivation kanałów (np. przy E-STOP, wyłącznikach krańcowych, których styki NC nie przełączają się idealnie jednocześnie). Zbyt długi → większa zwłoka w wykryciu rzeczywistej awarii (np. zespawanego styku).
- Praktyka: Najlepiej określić na podstawie testów — wciśnij E-STOP kilkanaście razy i sprawdź, czy nie generuje discrepancy fault. Typowe wartości: 10–200 ms w zależności od typu czujnika.
3. Reintegration after discrepancy error (reintegracja po błędzie rozbieżności)
- Automatic — reintegracja następuje automatycznie, gdy oba kanały wrócą do zgodności.
- Test zero signal necessary — po błędzie rozbieżności operator musi najpierw wymusić stan zerowy na obu kanałach (np. wcisnąć E-STOP, a następnie go odciągnąć), dopiero potem możliwy jest reset. Bez wymuszenia stanu niskiego diody zgłaszają błąd i reintegracja jest zablokowana.
- Znaczenie praktyczne: Urządzenia z kilkuletnim stażem mogą generować sporadyczne błędy rozbieżności (zużyte styki). Opcja „Test zero signal necessary” wymusza fizyczne potwierdzenie stanu bezpiecznego przed powrotem do pracy — zwiększa bezpieczeństwo, ale wymaga interwencji operatora.
Procedura diagnostyczna przy discrepancy fault:
- Diody na module F-DI świecą na czerwono → brak możliwości reintegracji
- Sprawdź bufor diagnostyczny — błąd „Discrepancy failure” wskazuje kanał z awarią
- Jeśli aktywna opcja „Test zero signal necessary” → wymuś stan 0 na czujniku (np. wciśnij E-STOP)
- Po wymuszeniu stanu 0 i zwolnieniu → diody migają naprzemiennie (czerwona/zielona) = gotowość do resetu
- Naciśnij przycisk reset → reintegracja kanałów → normal operation
📚 Źródła:
sources/pdfs/extracted/SIMATIC Safety - Konfiguracja i programowanie (2)_extracted.txt(str. 54–55) — parametry Discrepancy behavior, Reintegration after discrepancy errorsources/pdfs/extracted/21064024_E-Stop_SIL3_1500F_DOC_V7_0_1_en_extracted.txt(str. 22) — discrepancy time, cross-circuit monitoringtranscripts/controlbyte/NA_Jak działa PLC Safety - Wykrywanie zwarć do 0V, rozbieżności w ocenie 1oo2.txt— demonstracja parametrów 1oo2, discrepancy time, test zero signal- Norma: EN ISO 13849-1 (wymagania dla ewaluacji dwukanałowej Cat.3/Cat.4)
4. STRUKTURY GŁOSOWANIA — 1oo1/1oo2/2oo2/2oo3
4.1. Wyjaśnij notację XooY i podaj przykład każdej architektury. 🟡
XooY = X z Y: ile (X) z dostępnych (Y) kanałów musi zadziałać aby system zareagował.
| Architektura | Definicja | Dostępność | Bezpieczeństwo | Typowe zastosowanie |
|---|---|---|---|---|
| 1oo1 | 1 czujnik — wystarczy | Wysoka | Podstawowe | SIL1, proste maszyny |
| 1oo2 | 2 czujniki — wystarczy JEDEN | Niska (fałszywe stopy) | Wysokie | E-stopy, osłony — SIL2/3 |
| 2oo2 | 2 czujniki — wymagane OBA | Wysoka | Niższe (cichy błąd!) | Procesy ciągłe, kosztowne stopy |
| 2oo3 | 3 czujniki — wymagane 2 z 3 | Balans | Balans | Przemysł procesowy, ciśnienie/temp. |
⚠️ 2oo2 pułapka: uszkodzenie jednego czujnika (sygnalizuje ciągle OK) → system może nie zadziałać gdy potrzeba. Wymagany monitoring DC!
[ZWERYFIKOWANE - SIMATIC Safety - Konfiguracja i programowanie (Entry ID: 109751404); IEC 61508-2 §7.4.4 (struktury redundancji); EN ISO 13849-1 Aneks K (architektury 1oo1, 1oo2, 2oo2)]
4.2. Kiedy wybierasz 1oo2 a kiedy 2oo2? 🟡
1oo2 gdy priorytet to bezpieczeństwo (zatrzymanie przy pierwszym sygnale):
- Osłony maszyn, e-stopy przy prasach
- Wyższy SIL, akceptowalne fałszywe zatrzymania
2oo2 gdy priorytet to dostępność (unikanie fałszywych stopów):
- Procesy chemiczne gdzie zatrzymanie jest bardzo kosztowne
- Jedno “głuche” zadziałanie nie jest katastrofą
⚠️ Przy 2oo2: uszkodzenie jednego kanału (zepsuty, ale nie zgłaszający błędu) może spowodować że system nie zadziała gdy będzie potrzeba.
[ZWERYFIKOWANE - SIMATIC Safety - Konfiguracja i programowanie (Entry ID: 109751404); EN ISO 13849-1 §6.2.9 (common cause failure — 2oo2); IEC 62061 §6.7.6]
4.3. Jak 1oo2 jest realizowane w module F-DI Siemens?
Dwa sygnały z dwóch czujników podłączone na dwa kanały tego samego modułu F-DI (lub dwóch osobnych modułów). Moduł F-DI porównuje oba sygnały:
- Oba zgodne → OK
- Różnica przekracza
discrepancy time→ błąd → passivation lub alarm
💡 Ewaluację 1oo2 wykonuje sam moduł F-DI sprzętowo — odciążając F-CPU. Wynik trafia do programu Safety jako jeden bezpieczny sygnał BOOL.
[ZWERYFIKOWANE - SIMATIC Safety - Konfiguracja i programowanie (Entry ID: 109751404), rozdz. F-DI channel evaluation 1oo2]
4.4. Jak monitorowana jest rozbieżność sygnałów w strukturze 1oo2 i jakie awarie wykrywa moduł F-DI? 🔴
Monitoring rozbieżności (discrepancy monitoring) to kluczowy mechanizm diagnostyczny struktury głosowania 1oo2 — porównuje sygnały z dwóch niezależnych kanałów i wykrywa, gdy przestają się zgadzać. Jest to podstawa bezpieczeństwa dla urządzeń elektromechanicznych (E-STOP, wyłączniki krańcowe, osłony) i czujników tranzystorowych.
Discrepancy time i mechanizm wykrywania:
- Discrepancy time = maksymalny czas, przez jaki kanały 1oo2 mogą mieć różne stany logiczne bez wygenerowania błędu. Konfiguracja: TIA Portal → właściwości F-DI → zakładka „Input” → „Discrepancy time [ms]”.
- Po przekroczeniu discrepancy time → moduł F-DI zgłasza „Discrepancy failure” w buforze diagnostycznym (wskazując kanał awarii) → passivation kanału lub całego modułu (zależnie od parametru „Behavior after channel fault”) → wyjścia F-DO przyjmują substitute values (0).
- Dobór czasu: Zbyt krótki → fałszywe passivation (np. styki E-STOP nie przełączają się idealnie jednocześnie). Zbyt długi → większa zwłoka w wykryciu awarii (np. zespawanego styku). Praktyka: przetestuj czujnik kilkanaście razy i dobierz na podstawie wyników. Typowe wartości: 10–200 ms.
Trzy scenariusze awarii wykrywane w 1oo2:
| Awaria | Komunikat diagnostyczny | Zakres passivation | LED na module |
|---|---|---|---|
| Zwarcie do M (0V) | „Overload or internal sensor supply short circuit to ground” | Kanał lub moduł (parametr) | Kanał: czerwona |
| Zwarcie międzykanałowe (cross-circuit) | „Internal sensor supply short circuit to P” / „Short-circuit of two encoder supplies” | Zawsze cały moduł | Moduł: czerwona |
| Rozbieżność sygnału (discrepancy) | „Discrepancy failure” | Kanał lub moduł (parametr) | Miganie czerwona/zielona (po usunięciu przyczyny) |
Reintegracja po discrepancy — parametr „Reintegration after discrepancy error”:
- Automatic — reintegracja natychmiast po zgodności kanałów.
- Test zero signal necessary — po błędzie operator musi najpierw wymusić stan 0 na obu kanałach (np. wcisnąć E-STOP, a potem odciągnąć), dopiero wtedy możliwy jest reset. Bez tego diody zgłaszają błąd i reintegracja jest zablokowana.
- Opcja „Test zero signal necessary” jest szczególnie istotna przy starszych urządzeniach (styki zużyte po latach pracy → sporadyczne błędy rozbieżności) — wymusza fizyczne potwierdzenie stanu bezpiecznego.
⚠️ Uwaga: Reset reintegracji kanałów F-DI (ACK_GL / operator acknowledge) to nie to samo co reset funkcji bezpieczeństwa (np. E-STOP reset w programie Safety). To dwa odrębne mechanizmy z różną logiką programowania.
📚 Źródła:
sources/pdfs/extracted/SIMATIC Safety - Konfiguracja i programowanie (2)_extracted.txt(str. 54–55) — parametry Discrepancy behavior, Reintegration after discrepancy error, Behavior after channel faultsources/pdfs/extracted/21064024_E-Stop_SIL3_1500F_DOC_V7_0_1_en_extracted.txt(str. 22) — discrepancy time, passivation eventstranscripts/controlbyte/NA_Jak działa PLC Safety - Wykrywanie zwarć do 0V, rozbieżności w ocenie 1oo2.txt— demonstracja scenariuszy awarii 1oo2, konfiguracja discrepancy time i reintegracji- Norma: EN ISO 13849-1 §6.2.9 (monitoring rozbieżności w Cat.3/Cat.4)
4.5. Jak moduł F-DI ET200SP wykrywa zwarcie między kanałami (cross-circuit detection) w obwodzie 1oo2? 🟡
Cross-circuit detection wykrywa zwarcie przewodu kanału A do kanału B w parze 1oo2 — awarię groźną, bo degrada dwukanałowy obwód do jednokanałowego (1oo1) bez widocznych objawów.
Mechanizm — impulsy VS* z przesunięciem czasowym:
- Moduł F-DI ma dwa niezależne wyjścia sensor supply: VS0 (zasilanie kanałów 0–3) i VS2 (zasilanie kanałów 8–11). To są wyjścia zasilania czujnika generujące krótkie impulsy testowe (VS* pulse testing).
- VS0 i VS2 wysyłają impulsy w różnych oknach czasowych (nigdy jednocześnie):
- Okno T1: VS0 wysyła impuls → kanał A widzi impuls, kanał B — cisza
- Okno T2: VS2 wysyła impuls → kanał B widzi impuls, kanał A — cisza
- Kanały spięte (cross-circuit): impuls VS0 pojawia się na wejściu kanału B w oknie T1 (zamiast T2) → moduł wykrywa impuls w złym oknie → błąd cross-circuit → passivation całego modułu
Konfiguracja w TIA Portal:
- Właściwości modułu F-DI → „Short-circuit test” → Activate (osobno per sensor supply 0 i sensor supply 2)
- Domyślnie wyłączone — trzeba aktywować, aby osiągnąć DC ≥ 99% wymagane dla Cat.4 / PL e / SIL 3
- Wymagane prawidłowe okablowanie: czujnik kanału A zasilany z VS0, czujnik kanału B z VS2 — nigdy oba z tego samego VS
💡 Szczegółowy opis VS* pulse testing, wykrywania zwarć do L+/M i schematy okablowania → patrz pytanie 3.1 i 3.2.
📚 Źródła:
sources/pdfs/extracted/21064024_E-Stop_SIL3_1500F_DOC_V7_0_1_en_extracted.txt(str. 11–12) — aktywacja short-circuit test dla sensor supply 0 i 2, konfiguracja kanałów E-STOPsources/pdfs/extracted/39198632_Wiring_Example_en_extracted.txt— schematy okablowania F-DI z VS0/VS2- Norma: EN ISO 13849-1 (DC ≥ 99% dla Cat.4)
5. PASSIVATION, REINTEGRATION, ACK
5.1. Co to jest passivation i co się dzieje z wyjściami/wejściami? 🔴
Passivation to stan błędu modułu F — wszystkie wyjścia przyjmują substitute value (zwykle 0),
a wejścia raportowane są do F-CPU jako wartość bezpieczna (0).
Przyczyny passivation:
- Urwanie kabla lub zwarcie (wykryte przez pulse testing)
- Przekroczenie
discrepancy time(ocena 1oo2) - Utrata komunikacji PROFIsafe (przekroczenie
F-monitoring time) - Błąd wewnętrzny modułu
- Błąd spójności danych Safety
W danych procesowych: PASS_OUT = TRUE w F-DB modułu → widoczny w Watch Table
Sekwencja sygnałów — passivation i reintegracja F-I/O:
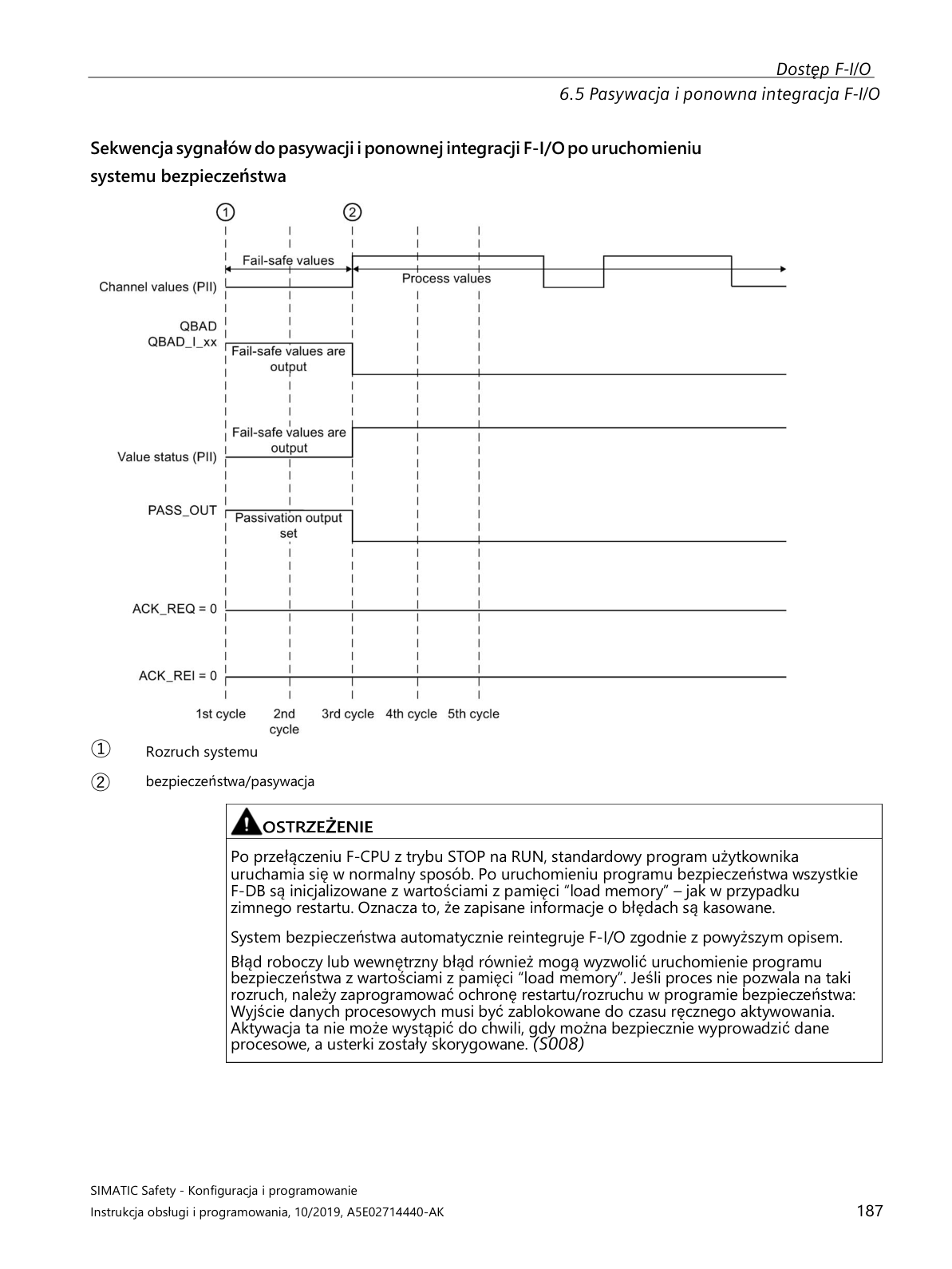
[ZWERYFIKOWANE - SIMATIC Safety - Konfiguracja i programowanie (Entry ID: 109751404), str. 189 — schemat passivation/reintegration]
5.2. Dlaczego moduł nie wraca automatycznie po usunięciu błędu?
Celowo — zasada “no silent recovery” w systemach Safety. Operator musi potwierdzić że sytuacja jest bezpieczna zanim maszyna wznowi pracę.
Mechanizm reintegracji:
- Usuwasz przyczynę błędu (naprawiasz kabel, naprawiasz czujnik)
- Moduł ustawia
ACK_REQ = TRUE→ widoczny w Watch Table - Operator naciska “Reset Safety” na HMI/kasecie
- Generowany jest impuls na
ACK_REI(zbocze narastające, 1 cykl PLC) — zmienna reintegracji F-I/O - Moduł reintegruje się →
PASS_OUT = FALSE
[ZWERYFIKOWANE - SIMATIC Safety - Konfiguracja i programowanie (Entry ID: 109751404), rozdz. Reintegracja F-I/O — ACK_REQ/ACK_REI; SIMATIC Safety Getting Started (Entry ID: pochodna A5E02714463, str. 42-43)]
5.3. Moduł nie wychodzi z passivation — co sprawdzasz?
Checklista:
- Błąd fizyczny faktycznie usunięty? (sprawdź kabel / czujnik multimetrem)
- Brak aktywnych błędów w diagnostyce TIA Portal?
- Sygnał
ACK_REI(reintegracja F-I/O) podany jako impuls (zbocze), nie poziom stały? - F-CPU w trybie Safety mode activated (nie deactivated)?
F-monitoring timenie przekroczony (przeciążona sieć PROFINET)?- Brak drugiego ukrytego błędu na innym kanale modułu?
⚠️ S7-1200/S7-1500: tradycyjny bit
QBADzastąpiony przez value status — logika odwrócona:FALSE= aktywne wartości zastępcze |TRUE= dane prawidłowe
[ZWERYFIKOWANE - SIMATIC Safety - Konfiguracja i programowanie (Entry ID: 109751404), rozdz. QBAD/value status]
5.4. Co to jest ACK_REQ, ACK_NEC i ACK_REI w praktyce? 🔴
W systemie Safety Siemens istnieją dwa niezależne mechanizmy resetu, które łatwo pomylić. Każdy ma swoją zmienną i swój kontekst. Najprościej zrozumieć je na konkretnym scenariuszu.
Scenariusz: operator zrywa kabel E-STOP → naprawa → powrót do pracy
Krok 1 — Awaria: Kabel do kanału E-STOP się zrywa. Moduł F-DI wykrywa wire break → passivation modułu → wyjścia F-DO = 0 → maszyna stoi.
Krok 2 — Moduł mówi „potrzebuję resetu”: W F-I/O DB modułu pojawia się ACK_REQ = TRUE. To wyjście informacyjne (read-only) — moduł sam je ustawia, programista go nie steruje. Widoczne w Watch Table TIA Portal. Oznacza: „błąd usunięty, ale czekam na potwierdzenie operatora”.
Krok 3 — Reintegracja modułu F-I/O (ACK_REI): Operator naciska przycisk „Reset” na kasecie → program Safety generuje impuls (zbocze narastające, 1 cykl PLC) na zmiennej ACK_REI w F-I/O DB tego modułu → moduł F-DI reintegruje się → PASS_OUT = FALSE → moduł znów przekazuje dane procesowe zamiast substitute values.
Krok 4 — Reset funkcji Safety (ACK_NEC): Moduł już działa, ale blok ESTOP1 w programie Safety nadal blokuje wyjścia (bo E-STOP był aktywny). Blok ESTOP1 ma wejście ACK_NEC — operator musi nacisnąć przycisk „Reset Safety” → program generuje impuls na ACK_NEC → blok ESTOP1 zwalnia wyjście Q → maszyna może ruszyć.
Podsumowanie — 3 zmienne, 3 różne role:
| Zmienna | Co robi | Kto ją ustawia | Gdzie żyje | Kiedy potrzebna |
|---|---|---|---|---|
ACK_REQ |
Informuje: „moduł/blok czeka na reset” | Moduł F-I/O lub blok F automatycznie | F-I/O DB / wyjście bloku F | Zawsze po passivation — sprawdzaj w Watch Table |
ACK_REI |
Reintegruje moduł F-I/O po passivation | Programista (impuls z przycisku Reset) | F-I/O DB modułu (np. "F-DI_1".ACK_REI) |
Po każdym błędzie sprzętowym (wire break, zwarcie, utrata PROFIsafe) |
ACK_NEC |
Resetuje funkcję Safety w bloku F | Programista (impuls z przycisku Reset Safety) | Wejście bloku ESTOP1 / SF_GuardMonitoring / SF_TwoHandControl | Po zadziałaniu funkcji Safety (E-STOP, osłona, kurtyna) |
Kluczowa różnica:
ACK_REI= „naprawiłem kabel, moduł może wrócić do pracy” (warstwa sprzętowa)ACK_NEC= „sytuacja jest bezpieczna, maszyna może ruszyć” (warstwa logiki Safety)- W praktyce operator naciska jeden przycisk „Reset”, a program Safety generuje oba impulsy we właściwej kolejności: najpierw
ACK_REI(reintegracja modułu), potemACK_NEC(reset funkcji)
Zbiorcza reintegracja — ACK_GL:
Zamiast ustawiać ACK_REI osobno dla każdego modułu F-I/O, możesz użyć bloku ACK_GL — generuje zbiorczy impuls reintegracji dla wszystkich modułów F-I/O w grupie F-runtime jednocześnie. Stosuj po awarii sieci PROFINET lub wymianie modułu, gdy wiele F-I/O wymaga reintegracji naraz.
// LAD — typowa logika resetu:
"Reset_Button": --|P|-- "ACK_GL_DB".ACK_GLOB ← reintegracja WSZYSTKICH F-I/O
"Reset_Button": --|P|-- "ESTOP1_DB".ACK_NEC ← reset funkcji E-STOP
⚠️ KRYTYCZNE: Zarówno
ACK_REIjak iACK_NECmuszą być impulsami (zbocze narastające, 1 cykl PLC). Sygnał stałyTRUE= błąd programu Safety → F-CPU może odrzucić kompilację lub zgłosić Runtime Error.
📚 Źródła:
sources/pdfs/extracted/safety_getting_started_en-US_extracted.txt(str. 30–31) — Step 11: Programming ACK_GL for reintegration, parametr ACK_GLOBsources/pdfs/extracted/21064024_E-Stop_SIL3_1500F_DOC_V7_0_1_en_extracted.txt(str. 8) — ACK_GL instruction, events causing passivationsources/pdfs/extracted/safety_getting_started_en-US_extracted.txt(str. 25) — SF_GuardMonitoring: ACK_NEC, ACK_REQ, ACK input- Norma: EN ISO 13849-1 §6.3.5 (wymaganie ręcznego resetu po zadziałaniu funkcji Safety)
6. SAFE STATE — BEZPIECZNY STAN
6.1. Co to jest Safe State i kto go definiuje?
Safe State to stan systemu po wykryciu zagrożenia lub błędu Safety. Definiuje go inżynier projektu na podstawie analizy ryzyka maszyny — Siemens dostarcza tylko narzędzia.
| Urządzenie | Safe State | Uzasadnienie |
|---|---|---|
| Prasa | Stop silnika | Brak ruchu = bezpieczny |
| Pompa cyrkulacyjna reaktora | Pozostaje WŁĄCZONA | Stop = przegrzanie = niekontrolowana reakcja |
| Wentylator chłodzący | Pozostaje WŁĄCZONY | Stop = pożar urządzenia |
| Zawór odcinający | NO lub NC — zależy od procesu | Analiza ryzyka musi to określić jednoznacznie |
⚠️ Safe State definiuje inżynier, nie Siemens. Siemens mówi: “narzędzia są tu — użyj ich zgodnie z analizą ryzyka”.
[ZWERYFIKOWANE - SIMATIC Safety - Konfiguracja i programowanie (Entry ID: 109751404); EN ISO 12100 §5.5 (definiowanie bezpiecznego stanu — obowiązek integratora)]
6.2. Dlaczego Safe State to nie zawsze wyłączenie?
Bo wyłączenie może być bardziej niebezpieczne niż kontynuacja działania:
- Pompa cyrkulacyjna reaktora — stop = przegrzanie = niekontrolowana reakcja chemiczna
- Wentylator chłodzący transformator — stop = pożar
- Podajnik na linii produkcyjnej — nagły stop = zablokowanie i awaria mechaniczna
⚠️
substitute valueF-DO może być1(wyjście aktywne przy passivation) — to decyzja inżyniera, nie ustawienie domyślne Siemensa.
[ZWERYFIKOWANE - SIMATIC Safety - Konfiguracja i programowanie (Entry ID: 109751404), rozdz. substitute value F-DO]
6.3. Jak F-DO substitute value wpływa na Safe State?
Parametr substitute value w TIA Portal (właściwości kanału F-DO) określa co wyjście robi przy passivation:
substitute value |
Zachowanie wyjścia | Kiedy używasz |
|---|---|---|
0 (domyślne) |
Wyjście wyłączone | Napęd stop, zawór zamknięty — brak ruchu = bezpieczny |
1 |
Wyjście aktywne | Pompa nadal działa, zawór otwarty — stop = większe ryzyko |
💡 To jest implementacja Safe State na poziomie sprzętowym — zadziała nawet przy awarii sieci komunikacyjnej, bez udziału logiki CPU.
[ZWERYFIKOWANE - SIMATIC Safety - Konfiguracja i programowanie (Entry ID: 109751404), rozdz. F-DO substitute value configuration]
6.4. Czym różni się STO jako Safe State napędu SINAMICS od zatrzymania programowego (OFF1/OFF2)? 🔴
STO (Safe Torque Off) jako Safe State napędu oznacza zablokowanie impulsów bramkowania tranzystorów — napęd nie może generować momentu obrotowego, nawet przy zasilaniu energetycznym. Zatrzymanie OFF1/OFF2 to kontrolowane wyhamowanie przez falownik z możliwością ponownego załączenia bez potwierdzenia.
- STO: brak momentu → wolne wybieganie jeśli nie ma hamulca mechanicznego (niebezpieczne na siłowniku pionowym!)
- OFF1: hamowanie po rampie (p1121 ⚠️ DO WERYFIKACJI w dokumentacji SINAMICS), potem wyłączenie impulsów — napęd można ponownie uruchomić sygnałem ON
- OFF2: natychmiastowe wyłączenie impulsów (jak STO, ale sterowane programem, nie Safety)
- Safe State = STO → w konfiguracji F-DO parametr „substitute value” = 0 dla wyjścia STO
- Dla osi pionowych (roboty, podnośniki): jako Safe State użyj SS1 (Stop + STO po rampie) lub SBC
[ZWERYFIKOWANE - IEC 61800-5-2 §6.2 (STO/SS1/SBC — Safe Torque Off jako Safe State); SINAMICS Safety Integrated product page]
6.5. Jak konfigurujesz substitute values dla F-DO i jaką wartość wybrać dla zaworu, siłownika i napędu? 🟡
Substitute value to wartość logiczna wyjścia F-DO nadawana automatycznie podczas passivacji lub gdy F-CPU akceptuje błąd bezpieczeństwa. Konfigurowana w TIA Portal → właściwości modułu F-DO → „Substitute value for outputs”.
- Domyślnie: 0 (false) dla wszystkich kanałów — to zazwyczaj poprawne
- Zawór bezpieczeństwa (NC — normalnie zamknięty): substitute value = 0 → zawór zamknięty ✓
- Siłownik pneumatyczny: zależy od logiki bezpiecznej pozycji — z reguły 0 = bezpieczna
- Napęd STO: substitute value = 0 → F-DO = 0 → STO_enable usunięty → STO aktywne (brak momentu) ✓
- WYJĄTEK: zawór NO (normalnie otwarty) — substitute value = 0 → zawór OTWARTY (niespójne z intencją)
- Ważna zasada: Zawsze weryfikuj że substitute value 0 odpowiada fizycznie bezpiecznemu stanowi urządzenia
[ZWERYFIKOWANE - SIMATIC Safety - Konfiguracja i programowanie (Entry ID: 109751404), rozdz. substitute value F-DO]
7. PROFISAFE — KOMUNIKACJA SAFETY
7.1. Co to jest PROFIsafe i co zawiera jego pakiet? 🔴
PROFIsafe to protokół Safety działający na warstwie aplikacji ponad standardowym PROFINET lub PROFIBUS — bez osobnego okablowania bezpieczeństwa.
Struktura ramki PROFIsafe (dodatkowe dane ponad normalne dane procesowe):
| Element | Rozmiar | Cel |
|---|---|---|
| F-Data (dane procesowe Safety) | zmienny | Bezpieczne dane wejść/wyjść |
| Status/Control byte | 1 bajt | Toggle bit, potwierdzenia, sterowanie komunikacją |
| CRC | 3 bajty (CRC1) lub 4 bajty (CRC2) | Integralność — obliczany z uwzględnieniem Virtual Consecutive Number (VCN) i F-Address |
Ochrona przed utratą/powtórzeniem pakietów (VCN) i błędnym adresowaniem (F-Address) jest realizowana wewnątrz obliczenia CRC — nie są to osobne pola w ramce.
Błędy wykrywane przez PROFIsafe, których zwykły PROFINET nie wykrywa:
- Utrata pakietu
- Powtórzenie pakietu (replay)
- Błędna sekwencja
- Przekłamanie danych (bit flip)
- Błędny adres odbiorcy
[ZWERYFIKOWANE - SIMATIC Safety - Konfiguracja i programowanie (Entry ID: 109751404), rozdz. PROFIsafe protocol structure; IEC 61784-3-3 (PROFIsafe protocol specification)]
7.2. Co to jest F-Address i jak go konfigurujesz? 🔴
F-Address (F-Destination Address) to unikalny F-address przypisany do każdego modułu F w sieci. Musi być identyczny w konfiguracji TIA Portal i na fizycznym urządzeniu (DIP switch lub parametryzacja).
Konfiguracja:
- TIA Portal → właściwości modułu F → zakładka
Safety→ poleSafety address - Na urządzeniu: DIP switch lub przez TIA Portal
Assign PROFIsafe address(online)
⚠️ Przy wymianie modułu: nowy moduł musi dostać ten sam F-Address co stary — inaczej nie uruchomisz systemu Safety. Błędny F-Address → moduł nie komunikuje się z F-CPU i pozostaje spassivowany.
[ZWERYFIKOWANE - SIMATIC Safety - Konfiguracja i programowanie (Entry ID: 109751404), rozdz. F-Address, Safety address assignment]
7.3. Co to jest F-monitoring time i co się dzieje po jego przekroczeniu?
F-monitoring time to maksymalny czas oczekiwania F-CPU na kolejny pakiet PROFIsafe od modułu. Po przekroczeniu (np. przerwa w sieci, przeciążony switch) → moduł zostaje spassivowany.
| Nastawienie | Skutek |
|---|---|
| Za krótki | Fałszywe alarmy przy chwilowym obciążeniu sieci |
| Za długi | Wolne wykrywanie prawdziwej awarii komunikacji |
💡 Ustawiasz w parametrach modułu Safety. Wartość dobierasz do topologii sieciowej i obciążenia switcha — dla przeciążonych sieci zwiększ, dla wymagań szybkiego wykrycia awarii zmniejsz.
[ZWERYFIKOWANE - SIMATIC Safety - Konfiguracja i programowanie (Entry ID: 109751404), rozdz. F-monitoring time; Entry ID 49368678 — arkusz obliczeniowy F-monitoring time]
7.4. Jak Safety działa przez ET200 (zdalne I/O) i czym jest F-peripheral?
F-peripheral (fail-safe peripheral) to zdalne urządzenie I/O Safety podłączone do F-CPU przez PROFIsafe/PROFINET.
| F-peripheral | Stopień ochrony | Montaż |
|---|---|---|
| ET200SP + moduły F-DI/F-DQ | IP20 | Szafa sterownicza, szyna DIN |
| ET200eco F | IP67 | Przy maszynie, bez szafy |
| ET200pro F | IP67 | Modułowe, trudne warunki |
Zasada działania:
- F-CPU wysyła i odbiera pakiety PROFIsafe do każdego F-peripherala niezależnie
- Każdy ma własny
F-AddressiF-monitoring time - Awaria jednego peripherala passivuje tylko ten moduł, nie cały system Safety
[ZWERYFIKOWANE - SIMATIC Safety - Konfiguracja i programowanie (Entry ID: 109751404), rozdz. F-peripherals, distributed Safety I/O; ET200SP Safety product page]
7.5. Jakie telegramy PROFIsafe są stosowane w napędach SINAMICS i co zawierają?
Telegramy PROFIsafe w napędach to dodatkowe submoduły komunikacyjne konfigurowane w TIA Portal obok standardowych telegramów PROFIdrive. Przesyłają komendy Safety (STO, SS1, SLS…) i status Safety napędu przez tę samą sieć PROFINET.
- Telegram PROFIsafe 30 — podstawowy telegram Safety dla napędów SINAMICS. Zawiera:
- Dane sterujące (F-CPU → napęd): komendy aktywacji/deaktywacji funkcji Safety (STO, SS1, SLS, SDI itp.)
- Dane statusowe (napęd → F-CPU): potwierdzenie aktywnych funkcji Safety, status błędów Safety
- Stosowany w SINAMICS G120 (CU250S-2) i S120 dla prostych konfiguracji Safety
- Telegram PROFIsafe 54 — rozszerzony telegram Safety z dodatkowymi danymi diagnostycznymi, używany w zaawansowanych konfiguracjach S120
- Telegram PROFIsafe 900/902 — telegramy Safety dla SINAMICS S120, stosowane w trybie izochronicznym (IRT). Telegram 902 jest konfigurowany np. na CU310-2 PN V5.1 dla synchronizacji Safety z cyklem PROFINET
- Konfiguracja w TIA Portal: Device view napędu → zakładka „Submodules” → dodaj submoduł PROFIsafe (np. „PROFIsafe Telegram 30”) → ustaw F-Address, F-monitoring time
Relacja telegram PROFIdrive + PROFIsafe: Napęd może mieć jednocześnie telegram PROFIdrive (np. telegram 20 — sterowanie prędkością) i telegram PROFIsafe (np. telegram 30 — komendy Safety). Oba działają równolegle na tym samym połączeniu PROFINET.
Praktyka commissioning: Po dodaniu telegramu PROFIsafe do napędu → F-Address musi być identyczny w TIA Portal i w napędzie. Po każdej zmianie parametrów Safety wymagany jest Safety Acceptance Test z podpisem. W S120 z trybem izochronicznym (telegram 902) należy skonfigurować także partition image process (PIP) dedykowane tylko dla F-I/O.
Źródło: SIMATIC Safety - Konfiguracja i programowanie (2), s.62 — konfiguracja submodułu „Profisafe Telgr 902” sterownika SINAMICS S120 CU310-2 PN V5.1 [ZWERYFIKOWANE]
7.6. Jak oblicza się i dobiera F-monitoring time dla modułów PROFIsafe?
F-monitoring time (czas monitorowania PROFIsafe, TPSTO) to parametr określający maksymalny dozwolony czas między kolejnymi poprawnymi ramkami PROFIsafe. Po jego przekroczeniu moduł F przechodzi do stanu bezpiecznego (passivation).
- Konfiguracja:
- Centralnie: we właściwościach F-CPU → „Default F-monitoring time for F-I/O of this interface” — domyślna wartość dla wszystkich modułów F na danym interfejsie
- Indywidualnie: we właściwościach każdego F-I/O → „F-monitoring time” — nadpisuje wartość domyślną
- Zasada doboru:
- Za krótki → fałszywe passivation przy chwilowym obciążeniu sieci (np. duży ruch PROFINET, wiele stacji)
- Za długi → wolna reakcja na rzeczywistą awarię komunikacji — wydłuża czas odpowiedzi Safety
- Narzędzie do obliczeń: Siemens udostępnia arkusz kalkulacyjny Excel do obliczenia minimalnego F-monitoring time na podstawie: czasu cyklu PROFINET, liczby F-I/O, czasu cyklu grupy F-runtime, topologii sieci. Dostępny na support.automation.siemens.com (Entry ID: 49368678)
- Czynniki wpływające: czas cyklu PROFINET (Send Clock), liczba urządzeń na interfejsie, update time F-I/O, czas cyklu F-runtime group
Procedura weryfikacji na obiekcie (z dokumentacji Siemens):
- Dodaj tymczasowy F-I/O do sieci
- Ustaw na nim krótszy F-monitoring time niż na produkcyjnych F-I/O
- Jeśli tymczasowy F-I/O generuje „Monitoring time for safety message frame exceeded” → wartość jest poniżej minimum
- Zwiększaj F-monitoring time aż przestanie generować błędy — to przybliżone minimum dla sieci
Praktyka commissioning: Na nowych instalacjach zacznij od wartości domyślnej F-CPU. Jeśli pojawiają się sporadyczne passivation bez widocznej przyczyny sieciowej → zwiększ F-monitoring time o 50%. Zawsze dokumentuj wartości w tabeli komisjonowania.
Źródło: SIMATIC Safety - Konfiguracja i programowanie (2), s.654-655 — procedura kontroli czasu monitorowania PROFIsafe [ZWERYFIKOWANE]
7.7. Jak PROFIsafe chroni przed przekłamaniem danych i jakie mechanizmy bezpieczeństwa stosuje ramka PROFIsafe?
PROFIsafe implementuje warstwę bezpieczeństwa na standardowym PROFINET/PROFIBUS, stosując mechanizm „black channel” — traktuje sieć jako kanał niebezpieczny i zabezpiecza się przed wszystkimi typami błędów transmisji.
Mechanizmy ochronne w ramce PROFIsafe:
- CRC (Cyclic Redundancy Check) — obliczany na podstawie danych Safety, F-Address i Virtual Consecutive Number (VCN). Wykrywa przekłamanie danych (bit flip) i błędne zaadresowanie (moduł dostaje dane innego modułu)
- CRC1 (3 bajty) — dla krótszych telegramów
- CRC2 (4 bajty) — dla dłuższych telegramów, wyższe pokrycie błędów
- Virtual Consecutive Number (VCN) — wirtualny numer sekwencyjny wbudowany w obliczenie CRC (nie jest osobnym polem w ramce). Chroni przed: utratą pakietu, powtórzeniem pakietu (replay), błędną sekwencją
- Toggle bit — w status/control byte ramki PROFIsafe. Zmienia się przy każdej nowej ramce — pozwala odbiorcy wykryć, czy otrzymał nową ramkę czy powtórzenie
- F-Address w CRC — adres nadawcy/odbiorcy jest wbudowany w obliczenie CRC. Jeśli ramka dotrze do niewłaściwego urządzenia, CRC się nie zgadza → passivation
- Watchdog (F-monitoring time) — jeśli prawidłowa ramka nie dotrze w określonym czasie → passivation
Porównanie z „gołym” PROFINET: | Zagrożenie | PROFINET | PROFIsafe | |———–|———-|———–| | Bit flip | Ethernet CRC (L2) — nie fail-safe | CRC1/CRC2 z F-Address — fail-safe | | Utrata pakietu | Brak wykrycia | VCN + watchdog | | Powtórzenie/replay | Brak wykrycia | VCN + toggle bit | | Błędny adres | Routing do IP — nie fail-safe | F-Address w CRC |
Praktyka commissioning: PROFIsafe nie wymaga specjalnego okablowania ani dedykowanych switchy — działa na standardowej infrastrukturze PROFINET. Ale jakość sieci wpływa na ilość retransmisji i ryzyko passivation. Na obciążonych sieciach → monitoruj wskaźnik retransmisji PROFIsafe w diagnostyce TIA Portal.
[ZWERYFIKOWANE] — na podstawie SIMATIC Safety Integrated broszura (PROFINET i PROFIsafe, „black channel”, s.7) + SIMATIC Safety - Konfiguracja i programowanie
7.8. Jak działa komunikacja Safety między dwoma F-CPU (Safety-to-Safety communication) przez PROFIsafe?
Komunikacja Safety-to-Safety (F-CPU ↔ F-CPU) pozwala na wymianę danych bezpieczeństwa między dwoma sterownikami Safety bez pośrednictwa standardowego kodu — np. przekazanie stanu E-Stop z jednej linii do drugiej.
- Realizacja: Przez instrukcje
SENDDP/RCVDP(S7-300F/400F) lub przez Safety Data Exchange (S7-1500F) — wymiana danych Safety przez PROFINET IO między dwoma F-CPU - Mechanizm:
- Jeden F-CPU jest IO-Controller, drugi jest IO-Device (lub oba mają funkcję Shared Device / I-Device)
- Dane Safety przesyłane są przez PROFIsafe z pełnym CRC, VCN i F-monitoring time — identycznie jak dla F-I/O
- Każde połączenie Safety-to-Safety wymaga osobnego F-Address i F-monitoring time
- Zastosowanie:
- Linia produkcyjna z wieloma stacjami, każda ma własny F-CPU — E-Stop na jednej stacji musi zatrzymać napędy na sąsiednich
- Robot ABB z dedykowanym PLC Safety — wymiana danych Safety z nadrzędnym F-CPU linii
- Automotive: SICAR — każda cela robotyczna ma własny F-CPU, sygnały Safety (bramki, E-Stop, kurtyny) muszą być dzielone między celami
Konfiguracja w TIA Portal:
- F-CPU „nadawca” konfiguruje transfer area w Safety Administration → definiuje jakie dane wysyła
- F-CPU „odbiorca” konfiguruje odbieranie z podaniem F-Address nadawcy
- Oba F-CPU muszą mieć identyczne collective signature Safety po konfiguracji
Praktyka commissioning: Przy Safety-to-Safety upewnij się, że F-monitoring time jest dostatecznie długi — komunikacja przechodzi przez PROFINET między CPU, co dodaje opóźnienie. Na dużych instalacjach z wieloma hopami sieciowymi zwiększ F-monitoring time o współczynnik 2-3x względem lokalnych F-I/O.
[ZWERYFIKOWANE - SIMATIC Safety - Konfiguracja i programowanie (Entry ID: 109751404); ⚠️ szczegóły konfiguracji Safety-to-Safety dla S7-1500F — zweryfikuj w aktualnym System Manual SIMATIC Safety Integrated V19]
8. NAPĘDY SAFETY — SINAMICS Z WBUDOWANYM SAFETY
8.1. Co to jest STO (Safe Torque Off) i jak działa? 🔴
STO natychmiastowo odcina moment obrotowy — falownik blokuje impulsy PWM do silnika. Silnik wybiega swobodnie (lub hamuje hamulec mechaniczny).
Kluczowe cechy:
- Brak rampy hamowania — natychmiastowe odcięcie
- Certyfikowany wg IEC 61800-5-2 — realizowany sprzętowo (dwa kanały w napędzie)
- Napęd potwierdza brak momentu do F-CPU przez PROFIsafe: sygnał
STO_Active
⚠️ Różnica od wyłączenia programowego: komenda
OFFprzez PLC — niecertyfikowana, niemonitorowana, napęd może technicznie nadal generować moment.
[ZWERYFIKOWANE - IEC 61800-5-2 §6.2.1 (STO — Safe Torque Off); SINAMICS Safety Integrated]
8.2. Jaka jest różnica między STO a zwykłym wyłączeniem napędu przez PLC?
| Cecha | STO | Wyłączenie programowe |
|---|---|---|
| Certyfikacja | SIL3/PLe | Brak |
| Realizacja | Sprzętowa (2 kanały w napędzie) | Programowa |
| Potwierdzenie braku momentu | STO_Active → F-CPU |
Brak |
| Monitoring | TAK (PROFIsafe lub zaciski) | NIE |
| Restart po odwołaniu | Wymaga potwierdzenia Safety | Natychmiastowy |
[ZWERYFIKOWANE - IEC 61800-5-2 §6.2.1 (STO vs programowe OFF); SINAMICS G120 Safety Integrated (Entry ID: 109751595)]
8.3. Co to jest SS1 i kiedy go używasz zamiast STO? 🔴
SS1 (Safe Stop 1): napęd hamuje wzdłuż zaprogramowanej rampy do zerowej prędkości, następnie aktywuje STO.
Kiedy SS1 zamiast STO:
- Natychmiastowe odcięcie momentu (STO) jest niebezpieczne — duże masy inercyjne
- Obrabiarka z ciężkim stołem — ryzyko zderzenia narzędzia przy wybiegu
- Winda, dźwig — wybieg = niekontrolowany ruch z ładunkiem
⚠️ Czas hamowania SS1 jest monitorowany — jeśli napęd nie zatrzyma się w zadanym czasie → natychmiastowe STO jako zabezpieczenie.
[ZWERYFIKOWANE - IEC 61800-5-2 §6.2.2 (SS1-t — Safe Stop 1, time-controlled); SINAMICS G120 Safety Integrated (Entry ID: 109751595)]
8.4. Co to są SS2, SOS, SLS, SDI, SBC? 🟢
| Funkcja Safety | Pełna nazwa | Działanie | Kiedy stosujesz |
|---|---|---|---|
| SS2 | Safe Stop 2 | Hamowanie z rampą → SOS (napęd zasilony, trzyma pozycję) | Wstrzymanie z zachowaniem pozycji (ramiona robotów, pionowe osie) |
| SOS | Safe Operating Stop | Napęd zasilony, monitoruje pozycję, może wytworzyć moment przy ruchu | Po SS2 lub gdy oś ma trzymać pozycję podczas inspekcji |
| SLS | Safely Limited Speed | Ograniczenie prędkości do bezpiecznego max | Tryb serwisowy — operator wchodzi do strefy, oś może się wolno ruszać |
| SDI | Safe Direction | Tylko jeden kierunek ruchu dozwolony | Osłona otwarta — oś może jechać tylko od operatora |
| SBC | Safe Brake Control | Certyfikowane sterowanie hamulcem — monitoring prądu uzwojenia | Osie pionowe z hamulcem mechanicznym Safety |
[ZWERYFIKOWANE - IEC 61800-5-2 §6.2.3-6.2.7 (SS2/SOS/SLS/SDI/SBC); SINAMICS Safety Integrated — przegląd funkcji]
8.5. Jak STO jest realizowane sprzętowo — zaciski vs PROFIsafe?
Zaciski hardwarowe (STO1/STO2): bezpośrednie odcięcie sygnałów PWM przez zewnętrzny sygnał 24V z modułu Safety. Szybsze (bez opóźnienia sieci), prostsze, niezależne od komunikacji. PROFIsafe: komenda STO przesyłana przez PROFINET. Umożliwia zaawansowane funkcje (SS1, SLS, SDI, diagnostyka przez sieć). Wymaga sprawnego połączenia sieciowego. W praktyce: przy G120/S120 można łączyć oba sposoby — PROFIsafe dla zaawansowanych funkcji + zaciski STO jako backup.
[ZWERYFIKOWANE - SINAMICS G120 Safety Integrated (Entry ID: 109751595), rozdz. STO zacisków vs PROFIsafe]
8.6. Co sprawdzasz przy commissioning napędu z STO?
Procedura:
- Podaję sygnał STO (przez zaciski lub PROFIsafe) — weryfikuję że napęd zatrzymał się i nie ma momentu
- Sprawdzam potwierdzenie STO_Active w statusie napędu (w TIA Portal lub Startdrive)
- Weryfikuję że nie można uruchomić napędu gdy STO aktywne
- Zdejmuję STO — sprawdzam poprawny restart
- Testuję czas reakcji
- Sprawdzam poprawność adresu PROFIsafe jeśli używany
- Dokumentuję wyniki z podpisem
[ZWERYFIKOWANE - SINAMICS G120 Safety Integrated (Entry ID: 109751595), rozdz. commissioning STO; SINAMICS V90 Getting Started (Entry ID: 109781612)]
8.7. Czym różnią się telegramy PROFIdrive 1, 20, 102, 352 i jak dobirasz telegram dla napędu SINAMICS?
Telegram PROFIdrive określa format wymiany danych między CPU a napędem przez PROFINET. Numer musi być zgodny w napędzie (p0922) i w konfiguracji Startdrive/TIA Portal.
| Telegram | Dane procesowe | Typowe zastosowanie |
|---|---|---|
| 1 | STW1/ZSW1 (16b) + NSET/NIST (16b) | Standardowy napęd, proste zadawanie prędkości V/f lub wektorowe bez enkodera |
| 20 | STW1/ZSW1 + NSET + prąd/moment + alarmy | Rozszerzony monitoring — Startdrive, diagnostyka prądu |
| 102 | STW + NSET + enkoder (pozycja + prędkość) | S7-1500 Motion Control (TO_SpeedAxis / TO_PositioningAxis) z enkoderem |
| 105 | Telegram DSC (Dynamic Servo Control) + enkoder | S7-1500 TO_SynchronousAxis — wymagany IRT i Startdrive |
| 352 ⚠️ DO WERYFIKACJI | STW1/ZSW1 + PROFIsafe Safety | SINAMICS G120/S120 z Safety Integrated (STO/SS1/SLS przez PROFIsafe) — numer telegramu Safety wymaga weryfikacji w dokumentacji SINAMICS |
Jak dobrać telegram:
- Tylko prędkość, bez enkodera, bez Safety → Telegram 1
- Motion Control S7-1500 z enkoderem → Telegram 102
- Synchronizacja osi, IRT → Telegram 105
- Safety (STO/SS1/SLS przez PROFIsafe) → telegram Safety dodawany do telegramu standardowego (np. Telegram 20 + Safety telegram 30 ⚗️ DO WERYFIKACJI numeru w dokumentacji SINAMICS)
Uwaga praktyczna: Niezgodność telegramu między p0922 (⚠️ DO WERYFIKACJI w dokumentacji SINAMICS) a konfiguracją TIA Portal → napęd nie komunikuje się lub dane są przesunięte — błędne sterowanie bez alarmu. Zawsze weryfikuj numer telegramu online po podłączeniu nowego napędu.
[ZWERYFIKOWANE - SINAMICS G120 Function Manual — PROFINET/PROFIdrive; IEC 61158 (PROFINET); Siemens PROFIdrive Profile V4.2 (PI Working Group)]
8.8. Jakie funkcje bezpieczeństwa są wbudowane w serwowzmacniacz Sinamics V90 i jak należy je podłączyć?
Serwowzmacniacz Sinamics V90 jest wyposażony w funkcję bezpieczeństwa STO (Safe Torque Off), która zapewnia bezpieczne zdjęcie momentu obrotowego z napędu.
- Funkcja STO jest realizowana poprzez terminale STO+, STO1 i STO2.
- Domyślnie terminale te są zmostkowane, co oznacza, że funkcja STO jest nieaktywna w trybie bezpieczeństwa.
- W docelowej aplikacji sygnały STO należy podłączyć dwukanałowo do układu bezpieczeństwa, takiego jak przekaźnik bezpieczeństwa lub F-CPU (np. S7-1500F), aby zapewnić funkcję STO (Safe Torque Off) napędu. Źródło: transkrypcje ControlByte
9. TIA PORTAL — SAFETY PRAKTYKA
9.1. Jak wygląda struktura programu Safety w TIA Portal?
Program Safety w TIA Portal składa się z:
- F-OB (Safety Main OB, np. Main_Safety_RTG1) — główny cykl Safety, odpowiednik OB1 dla Safety
- F-FB / F-FC — bloki logiki Safety programowane w F-LAD lub F-FBD
- F-DB — instancje bloków, generowane automatycznie przez TIA Portal Kompilacja Safety generuje F-signature dla każdego bloku i collective signature dla całości. Program Safety jest logicznie oddzielony od standardowego OB1.
[ZWERYFIKOWANE - SIMATIC Safety - Konfiguracja i programowanie (Entry ID: 109751404), rozdz. Safety program structure]
9.2. Jak przekazujesz sygnał z obszaru F do standardowego OB?
Z F do standard: poprzez F-DB — zmienne wynikowe Safety są dostępne do odczytu ze standardowego programu. Przykład: F-DB.SafetyOK (BOOL) możesz odczytać w OB1 do wyświetlenia na HMI lub logowania. Ze standard do F: przez dedykowane zmienne ‘safe interlock’ — standardowy program może pisać do specjalnych zmiennych które F-CPU traktuje jako niezaufane (nie używa do decyzji Safety). Bezpośredni zapis ze standardowego do F-DB — zablokowany. Zalecany wzorzec Siemens (wg doc. 21064024): dwa globalne DB — DataFromSafety (zapisuje F-program, czyta standard) i DataToSafety (zapisuje standard, czyta F-program). Synchronizacja przez konsekwentne używanie tych DB eliminuje ryzyko niezamierzonego wpływu programu standardowego na logikę Safety.
9.3. Jak wgrywasz zmianę w programie Safety? 🟡
Modyfikujesz logikę F → kompilacja → TIA Portal ostrzega o zmianie F-signature → wymagane potwierdzenie zmiany (kliknięcie Accept lub hasło Safety) → wgranie do CPU (Download) → CPU weryfikuje collective signature → Safety RUN. Każda zmiana jest logowana z datą i użytkownikiem w projekcie TIA Portal.
[ZWERYFIKOWANE - SIMATIC Safety - Konfiguracja i programowanie (Entry ID: 109751404), rozdz. aktualizacja programu Safety, F-signature workflow]
9.4. Co się dzieje gdy F-signature nie zgadza się po wgraniu?
F-CPU nie uruchamia programu Safety i zgłasza błąd ‘F-signature mismatch’. Przyczyny: niekompletne wgranie, wgranie programu z innego projektu, ingerencja w F-DB. Rozwiązanie: skompiluj projekt ponownie (Compile → Software) i wykonaj pełne wgranie (Download to device → All). Nie próbuj edytować F-DB ręcznie.
[ZWERYFIKOWANE - SIMATIC Safety - Konfiguracja i programowanie (Entry ID: 109751404), rozdz. F-signature mismatch, troubleshooting]
9.5. Jak czytasz diagnostykę F-modułu online w TIA Portal? 🟡
Online → w drzewie projektu rozwiń moduł F → Device diagnostics → zakładka Diagnostics. Widzisz: status passivation (TAK/NIE), aktywne błędy kanałów (urwanie, zwarcie, discrepancy), status komunikacji PROFIsafe, liczniki błędów. Alternatywnie: Watch Table z zmiennymi F-DB modułu (DIAG, PASS_OUT, ACK_REQ, QBAD).
[ZWERYFIKOWANE - SIMATIC Safety - Konfiguracja i programowanie (Entry ID: 109751404), rozdz. diagnostyka online F-modułu, PASS_OUT, ACK_REQ, QBAD]
9.6. Co to jest PLCSIM i jak pomaga w Safety?
PLCSIM Advanced to symulator TIA Portal umożliwiający testowanie programu PLC bez fizycznego sprzętu. Pełna symulacja programów Safety (F-CPU, logika F, PROFIsafe) wymaga PLCSIM Advanced — podstawowy PLCSIM ma ograniczone wsparcie Safety. W PLCSIM Advanced możesz symulować działanie F-CPU, testować logikę Safety, weryfikować ACK, passivation, reintegration. Oszczędza czas commissioning bo błędy logiczne wyłapujesz przed wyjazdem do klienta. Nie zastępuje testów na prawdziwym sprzęcie dla certyfikacji — ale znacznie skraca czas FAT.
[ZWERYFIKOWANE - TIA Portal PLCSIM Advanced product page; SIMATIC S7-PLCSIM Advanced V5.0 Information System]
9.7. Co to jest Safety Matrix w TIA Portal i jak z niej korzystasz? 🟢
Safety Matrix (dostępna w STEP 7 Safety Advanced V15+) to graficzne narzędzie do definiowania logiki Safety w formie tabeli: wiersze = zdarzenia wyzwalające (triggery), kolumny = funkcje bezpieczeństwa (aktuatory/napędy). Przecięcie wiersza z kolumną określa czy dane zdarzenie aktywuje daną funkcję Safety.
Kiedy używasz Safety Matrix:
- Złożone maszyny z wieloma strefami Safety i zależnościami (np. e-stop strefy A wyłącza napędy A1, A2, A3, ale nie B — Safety Matrix to pokazuje na jeden rzut oka).
- Dokumentacja wymagana przez klienta lub rzeczoznawcę — matrix jest czytelna dla osób nie znających kodu LAD/FBD.
- Zamiast pisać ręcznie logikę AND/OR w F-FB, matrix generuje ją automatycznie.
Praca z Safety Matrix w TIA Portal:
- W drzewie projektu:
Safety Administration → Safety Matrix → Add new Safety Matrix. - W edytorze matrix: dodajesz kolumny (funkcje Safety: STO napędu, zawór bezp., blokada ryglowania) i wiersze (wyzwalacze: E-STOP, kurtyna, krańcówka).
- W komórce przecięcia klikasz:
Active(zadziała),Not active(ignoruje),Deactivate(dezaktywuje funkcję). - Opcjonalnie definiujesz warunki resetu per funkcja Safety: automatyczny lub wymagający ACK.
Compile— TIA Portal generuje automatycznie F-bloki z logiką odpowiadającą matrix.
Ograniczenia: Safety Matrix nie zastępuje pełnej logiki sekwencyjnej (np. muting z oknem czasowym, SS1 z rampą) — te programujesz nadal w F-FB. Matrix nadaje się dla logiki kombinacyjnej (A AND B → zatrzymaj napęd C).
Na rozmowie: Wspomnij, że matrix jest przydatna zarówno jako narzędzie projektowania, jak i dokumentacji do FAT/SAT — klient dostaje tabelę zamiast kodu.
[ZWERYFIKOWANE - SIMATIC Safety - Konfiguracja i programowanie (Entry ID: 109751404), rozdz. Safety Matrix (STEP 7 Safety Advanced V15+)]
9.8. Jak generujesz Safety Report / certyfikat Safety w TIA Portal i co zawiera? 🟢
Safety Report (raport Safety) to dokument generowany przez TIA Portal potwierdzający konfigurację i collective signature programu Safety — wymagany przy odbiorze maszyny i audycie bezpieczeństwa.
Generowanie w TIA Portal:
Safety Administration(lewy panel projektu) →Safety program→Print / Save Safety program.- Wybierz format: PDF lub wydruk (HTML).
- TIA Portal generuje raport zawierający:
Zawartość raportu Safety:
- Collective signature (podpis zbiorczy) — unikalny skrót całego programu Safety. Zmiana czegokolwiek w logice = zmiana podpisu. Raport z podpisem jest dowodem że program nie był modyfikowany po certyfikacji.
- Lista bloków F z indywidualnymi F-signatures i datami ostatniej modyfikacji.
- Lista F-peripherals (moduły F-DI/F-DO/napędy Safety) z ich F-Address i F-monitoring time.
- Parametry Safety każdego modułu: discrepancy time, substitute values, ewaluacja kanałów.
- Historia zmian (Change log) — kto i kiedy modyfikował program Safety (TIA Portal śledzi zmiany per użytkownik).
Kiedy generujesz raport:
- Po zakończeniu kodowania Safety, przed FAT — jako baseline dla testów.
- Po każdej zmianie w Safety programie — nowy raport z nowym podpisem.
- Na żądanie klienta lub rzeczoznawcy TÜV/UDT.
Ważne: Raport Safety ≠ certyfikat bezpieczeństwa maszyny. To dokumentacja techniczna PLC. Certyfikat maszyny (CE, ocena ryzyka) wystawia producent maszyny lub notyfikowana jednostka — nie TIA Portal.
[ZWERYFIKOWANE - SIMATIC Safety - Konfiguracja i programowanie (Entry ID: 109751404), rozdz. Safety Report, collective signature documentation]
10. ROBOT ABB IRC5 — INTEGRACJA Z PLC
10.1. Jak przebiega komunikacja Siemens PLC z robotem ABB IRC5? 🟡
Przez PROFINET: Siemens PLC = IO-Controller, robot ABB IRC5 = IO-Device. Konfiguracja: 1) W RobotStudio konfigurujesz PROFINET slave i sygnały I/O w pliku EIO.cfg. 2) Eksportujesz GSDML z IRC5. 3) W TIA Portal importujesz GSDML — robot widoczny jak każde urządzenie PROFINET. 4) Mapujesz adresy wejść/wyjść. 5) Ustawiasz IP robota i nazwę PROFINET zgodną z RobotStudio.
[ZWERYFIKOWANE - ABB Application Manual: PROFINET Device (Ref. 3HAC050996-001); PROFINET — technologia Siemens]
10.2. Co to jest GSDML i jak go instalujesz w TIA Portal?
GSDML (General Station Description Markup Language) to plik XML opisujący urządzenie PROFINET — jego moduły I/O, parametry, obsługiwane adresy. Instalacja: TIA Portal → Options → Manage general station description files → Install → wskazujesz plik GSDML. Plik GSDML dla ABB IRC5 znajdziesz w folderze instalacji RobotStudio lub w IRC5 controller disk.
[ZWERYFIKOWANE - ABB Application Manual: PROFINET Device (Ref. 3HAC050996-001); IEC 61158 (GSDML standard PROFINET)]
10.3. Jak PLC wysyła numer programu do robota i jak robot go odczytuje?
Po stronie robota (EIO.cfg): definiujesz Group Input (GI) — np. GI_ProgramNumber, 8 bitów, zmapowany na bajt z PROFINET. Po stronie PLC (TIA Portal): piszesz wartość INT (np. 5) do obszaru wyjść PROFINET przypisanego do robota. Po stronie RAPID (kod robota): nrProgram := GInput(GI_ProgramNumber); a następnie SELECT nrProgram → IF 1 → MoveL pos1 → IF 2 → MoveL pos2 itd.
[ZWERYFIKOWANE - ABB RAPID Reference Manual (3HAC049903-001) — GInput/GOutput — Group I/O signals; ABB Application Manual: PROFINET Device (3HAC050996-001)]
10.4. Jak działa przesyłanie offsetu pozycji z PLC do RAPID?
PLC wysyła wartość offsetu (np. X, Y w mm×10 jako INT, żeby uniknąć przecinka) przez Group Input PROFINET. W RAPID: offsetX := GInput(GI_OffsetX) / 10.0; Dodajesz do pozycji bazowej: targetPos := Offs(basePos, offsetX, offsetY, 0); MoveL targetPos, v100, fine, tool1; Metoda stosowana przy systemach wizyjnych i zmiennych pozycjach detali.
[ZWERYFIKOWANE - ABB RAPID Reference Manual (3HAC049903-001) — Offs() function; ABB Application Note: Vision-guided robot positioning via PROFINET I/O]
10.5. Jak debugujesz brak komunikacji PROFINET między PLC a robotem?
Kolejność sprawdzania:
- Czy robot ma poprawne IP i nazwę PROFINET (zgodne z TIA Portal)?
- Ping z PLC do IP robota — czy odpowiada?
- W TIA Portal diagnostyka PROFINET — czy urządzenie widoczne w sieci?
- W RobotStudio — czy interfejs PROFINET aktywny, czy sygnały skonfigurowane?
- Czy GSDML wersja pasuje do wersji RobotWare (starsze RW → starszy GSDML)?
- Czy nie ma duplikatu nazwy PROFINET w sieci?
[ZWERYFIKOWANE - ABB Application Manual PROFINET Device (3HAC050996-001), rozdz. troubleshooting; PROFINET diagnostyka — Application Example Siemens (Entry ID: 109484728)]
10.6. Jakie protokoły komunikacyjne i format danych są wykorzystywane do integracji robota ABB IRC5 z PLC Siemens?
Integracja robota ABB z kontrolerem IRC5 ze sterownikiem PLC Siemens może być realizowana za pośrednictwem protokołu TCP lub UDP, z wykorzystaniem standardu XML do przesyłania danych.
- Komunikacja odbywa się z częstotliwością około 250 Hz (cykl co 4 ms) dzięki modułowi “Robot Reference Interface”.
- TCP (Transmission Control Protocol): Wybierany, gdy kluczowe jest otrzymanie każdej ramki danych, nawet kosztem powtórnego wysyłania.
- UDP (User Datagram Protocol): Wybierany, gdy nie jest istotne otrzymanie każdej ramki (może zostać utracona), ale ważna jest aktualna wartość i ciągłość nadawania.
- Dane są przesyłane w formacie XML, który jest językiem znaczników umożliwiającym reprezentowanie informacji za pomocą struktury elementów i atrybutów. Źródło: transkrypcje ControlByte
10.7. Jakie są kluczowe elementy struktury telegramu XML wysyłanego z robota ABB IRC5 do PLC?
Telegram XML wysyłany z robota ABB IRC5 do PLC zawiera ustrukturyzowane dane dotyczące stanu i położenia robota, wykorzystując elementy i atrybuty.
- Głównymi częściami dokumentu XML są elementy, takie jak
RobData(element nadrzędny/root),RobMode,Ts_act,P_act,J_act,Ts_des,P_des,J_des. - Elementy mogą zawierać tekst (np.
RobModez wartością “Auto”) lub atrybuty (np.RobDataz atrybutamiIdiTszawierającymi wartości w cudzysłowie). - Możliwe jest zagnieżdżanie elementów, gdzie
RobDatazawiera inne elementy, które z kolei posiadają atrybuty informujące o aktualnym położeniu i orientacji robota. - Telegram jest kodowany w standardzie UTF-8, który jest rozszerzonym kodowaniem obejmującym znaki ASCII. Źródło: transkrypcje ControlByte
10.8. Jak przebiega proces dekodowania telegramu XML z robota ABB w sterowniku PLC Siemens?
Proces dekodowania telegramu XML z robota ABB w sterowniku PLC Siemens obejmuje odbiór danych, konwersję znaków i ekstrakcję informacji z elementów i atrybutów XML.
- Sterownik PLC odbiera ramkę danych za pośrednictwem protokołu TCP.
- Odebrane bajty są dekodowane jako zmienne typu
character(char), reprezentujące znaki w formacie ASCII/UTF-8. - Następnie, z wykorzystaniem odpowiednich funkcji (np. z biblioteki LString), następuje dekodowanie poszczególnych pól dla elementów w znacznikach XML.
- Odczytywane są wartości atrybutów, które stanowią zmienne robota, takie jak położenie i orientacja.
- Do symulacji i testowania komunikacji można wykorzystać narzędzia takie jak PLCSIM Advanced i Node-RED, który generuje przykładowe telegramy XML. Źródło: transkrypcje ControlByte
11. COMMISSIONING I DIAGNOSTYKA
11.1. Co sprawdzasz przed pierwszym RUN Safety? 🔴
Checklista przed pierwszym uruchomieniem Safety:
- Poprawność okablowania modułów F (
VS*,NC, konfiguracja dwukanałowa) F-Addresszgodny w TIA Portal i na modułach fizycznych (DIP switch lub elektroniczny)- Collective signature skompilowana i wgrana kompletnie do F-CPU
- Substitute values ustawione zgodnie z projektem Safety
Discrepancy timedopasowany do czujników — nie za krótki!ACK_NECpodpięte do przycisku Reset (jako impuls, nie poziom stały)F-monitoring timeskonfigurowany dla topologii sieci- Safety CPU w trybie RUN Safety (nie LOCK, nie STOP)
- Dokumentacja Safety dostępna (Safety plan, listy testów, F-signature baseline)
Przypisanie adresów PROFIsafe (procedura online):
- TIA Portal →
Devices & Networks→ prawym na moduł →Assign PROFIsafe address - Kliknij
Identification→ diody LED modułu migają zielono jednocześnie - Zaznacz
Confirm→Assign
💡 Adres PROFIsafe zapisywany jest w elektronicznym elemencie kodującym modułu — przy wymianie modułu nowy moduł dziedziczy stary
F-Addressautomatycznie, jeśli element kodujący pozostaje.
[ZWERYFIKOWANE - SIMATIC Safety - Konfiguracja i programowanie (Entry ID: 109751404), rozdz. commissioning checklist, PROFIsafe address assignment]
11.2. Jak testujesz e-stop podczas commissioning? 🟡
Procedura testu e-stop — wykonaj dla każdego e-stopu osobno:
- Uruchom maszynę w trybie wolnym/testowym przy bezpiecznej prędkości
- Wciśnij e-stop — weryfikuj natychmiastowe zatrzymanie WSZYSTKICH osi/napędów
- Sprawdź że nie można uruchomić maszyny z wciśniętym grzybkiem
- Odblokuj e-stop (przekręć) i wykonaj ACK — sprawdź poprawny powrót do RUN
- Zmierz i zapisz czas reakcji (od wciśnięcia do zatrzymania) — porównaj z wartością z oceny ryzyka
- Dokumentuj wynik z datą i podpisem — wymagane do FAT/SAT
⚠️ Powtórz dla KAŻDEGO e-stopu w każdej lokalizacji na maszynie. Jeden nieprzetestowany e-stop = maszyna nie może być odebrana!
[ZWERYFIKOWANE - EN ISO 13850 §6.3 (wymagania testu E-Stop); IEC 62061 §9.1 (wymagania testowania funkcji bezpieczeństwa); E-Stop SIL3 Application (Entry ID: 21064024)]
11.3. Co to jest FAT i SAT w kontekście Safety? 🟢
| Test | Gdzie | Cel |
|---|---|---|
| FAT (Factory Acceptance Test) | Zakład dostawcy maszyny | Testy przed wysyłką — każda funkcja Safety, wyniki podpisane przez dostawcę i klienta |
| SAT (Site Acceptance Test) | U klienta po instalacji | Potwierdzenie że Safety działa w docelowym środowisku (okablowanie terenowe, warunki przemysłowe) |
Dla Safety: oba zawierają obowiązkowe testy każdego e-stopu, kurtyny i krańcówek — wyniki dokumentowane i podpisywane.
💡 Safety Report z TIA Portal (Collective Signature) jest częścią dokumentacji FAT — potwierdza że program Safety nie był modyfikowany po certyfikacji.
[ZWERYFIKOWANE - IEC 61508-1 §7.4 Post-implementation review; EN ISO 13849-1 §5.2.3 (validation/verification); SIMATIC Safety - Konfiguracja i programowanie (Entry ID: 109751404)]
11.4. Jak postępujesz gdy odkryjesz błąd w logice Safety po FAT?
⚠️ Nie modyfikujesz samodzielnie bez formalnej zgody — każda zmiana programu Safety wymaga ścieżki Change Request i ponownej akceptacji (nowa
F-signature).
Procedura zmiany Safety po FAT:
- Zgłaszam do Safety Engineer / project managera — formalny
Change Request - Zmiana zaakceptowana → dokonuję modyfikacji w TIA Portal
- Kompiluję → nowa
F-signature→ wgranie do CPU - Przeprowadzam testy regresji (retesty dotkniętych funkcji Safety)
- Generuję nowy Safety Report z nową Collective Signature
- Dokumentuję: co zmieniono, kiedy, kto zatwierdził, wyniki testów po zmianie
[ZWERYFIKOWANE - IEC 61508-3 §7.9 (management of functional safety modifications); SIMATIC Safety - Konfiguracja i programowanie (Entry ID: 109751404), rozdz. F-signature update workflow]
11.5. Jakie są najczęstsze przyczyny passivation F-DI w praktyce? 🟡
Najczęstsze przyczyny passivation modułu F-DI wg doświadczenia commissionerów:
| Przyczyna | Jak zdiagnozować |
|---|---|
| Zerwany kabel czujnika (najczęściej) | Multimetr na zaciskach modułu |
| Czujnik NC „przyklejony” — uszkodzony mechanicznie | Ręczna aktywacja, sprawdź otwieranie NC |
Źle przyłączony VS* — brak zasilania impulsowego |
Sprawdź LED VS* modułu lub oscyloskop |
Discrepancy time za krótki dla danego czujnika/prędkości |
Zwiększ discrepancy time w parametrach modułu |
| Utrata komunikacji PROFIsafe — przeciążony switch | Sprawdź obciążenie switcha i F-monitoring time |
Złe ustawienie F-monitoring time |
Zweryfikuj topologię sieci, dostosuj wartość |
| Zwarcie do 24V na wejściu (np. łączenie kabli w trasie kablowej) | Pomiar izolacji kabla |
[ZWERYFIKOWANE - SIMATIC Safety - Konfiguracja i programowanie (Entry ID: 109751404), rozdz. diagnostyka F-DI passivation; Wiring Examples F-I/O (Entry ID: 39198632)]
11.6. Jak reagować gdy moduł F świeci błędem którego nie możesz skasować?
Systematyczna checklista debugowania:
- Odczytaj dokładny kod błędu z diagnostyki TIA Portal — nie tylko status LED
- Sprawdź czy błąd fizyczny faktycznie usunięty (kabel, czujnik multimetrem)
ACK_NECpodany jako impuls (zbocze narastające), NIE stały poziom HIGH?- F-CPU w trybie RUN Safety — nie LOCK?
- Przy błędzie wewnętrznym modułu: wymień moduł — zachowaj ten sam
F-Address - Przy błędzie
F-signature: pełna rekompilacja + pełne wgranie (Download → All) - Jeśli nic nie pomaga: backup projektu → pełen restart CPU (
MRES)
⚠️ Po wymianie modułu
F-Addressmusi być identyczny ze starym — bez tego moduł pozostanie spassivowany nawet przy sprawnym sprzęcie.
[ZWERYFIKOWANE - SIMATIC Safety - Konfiguracja i programowanie (Entry ID: 109751404), rozdz. diagnostyka błędów F-modułu, wymiana modułu]
11.7. Jak wygląda typowy workflow pierwszego commissioning z TIA Portal — od projektu do działającej maszyny?
Sekwencja kroków w praktyce commissioning z TIA Portal:
1. Weryfikacja projektu (offline):
- Sprawdź wersję TIA Portal w projekcie vs zainstalowana na laptopie — niezgodność = nie otworzysz projektu.
- Sprawdź wersję firmware CPU w projekcie vs fizyczny sterownik — TIA Portal ostrzega, ale może odmówić Download.
- Przejrzyj
Devices & Networks— czy IP adresy nie kolidują, czy wszystkie moduły są skonfigurowane.
2. Go Online — pierwsze połączenie:
- Podłącz laptop przez PROFINET lub USB PG. TIA Portal →
Online → Go online. - Jeśli CPU i projekt niezsynchronizowane:
Compare offline/online→ sprawdź różnice. - Pierwsze wgranie:
Download to device → Hardware and software → All.
3. Diagnoza startu:
Diagnostics buffer(Online → PLC → Diagnostics) — ostatni wpis = ostatnie zdarzenie (STOP, błąd, start). Pierwsze miejsce diagnostyki.- Moduły I/O: wszystkie zielone = OK. Pomarańczowe/czerwone = błąd konfiguracji lub awaria sprzętu.
- Safety: sprawdź tryb Safety RUN, collective signature zatwierdzona, F-Address przypisany.
4. Monitoring I/O:
- Watch Table: dodaj kluczowe zmienne (czujniki, wyjścia, timery) → monitoruj wartości na żywo.
- Force Values: wymuś wartości I/O do testów okablowania — tylko przy wyłączonej maszynie.
5. Typowe pułapki pierwszego uruchomienia:
⚠️ CPU w STOP po Download → sprawdź
Diagnostics buffer— prawdopodobnie błąd adresowania lub konfiguracji.
⚠️ Moduł pokazuje błąd ale kabel OK → sprawdź numer katalogowy w TIA Portal = fizyczny moduł (inna rewizja hardware ≠ ten sam katalog).
⚠️ HMI nie łączy się z PLC → sprawdź IP w tej samej podsieci i czy firewall laptopa nie blokuje portu
102(S7 protocol).
[ZWERYFIKOWANE - TIA Portal Help: Online commissioning, Download to device, Diagnostics buffer; PROFINET diagnostics Application Example (Entry ID: 109484728)]
11.8. Jakie są etapy uruchomienia napędu SINAMICS G120 — od sprzętu do pierwszego ruchu?
SINAMICS G120 to przemiennik częstotliwości zbudowany z wymiennych komponentów: CU (Control Unit) + PM (Power Module). Uruchomienie odbywa się przez Startdrive (wtyczka TIA Portal) lub standalone STARTER.
Budowa — dobór komponentów:
- CU: np. CU240E-2 DP (PROFIBUS), CU240E-2 PN (PROFINET), CU250S-2 (z enkoderem)
- PM: PM230 (bez hamowania), PM240-2 (z chopperem hamującym), PM250 (regeneratywny)
- Moc PM musi pasować do silnika — dobór wg karty katalogowej
Etapy uruchomienia w Startdrive (TIA Portal):
1. Dodanie napędu do projektu:
Devices & Networks→Add new device→ SINAMICS G120 → wybierz wersję CU- Ustaw adres PROFINET (nazwa urządzenia + IP) — synchronizacja z fizycznym napędem przez
Assign device name
2. Quick Commissioning (p0010 = 1):
p0100— normy silnika: 0 = IEC (50 Hz, kW), 1 = NEMA (60 Hz, hp)p0300— typ silnika: 1 = silnik asynchroniczny (IM), 2 = PMSM (synchroniczny)- Dane z tabliczki znamionowej silnika:
p0304(napięcie),p0305(prąd znamionowy),p0307(moc),p0308(cos φ),p0309(sprawność),p0310(częstotliwość),p0311(prędkość) p1080/p1082— prędkość minimalna / maksymalna [rpm]p1120/p1121— czas rampy przyspieszania / hamowania [s]- Zakończenie Quick Commissioning:
p3900 = 1→ napęd przelicza parametry i wraca dop0010 = 0
3. Identyfikacja silnika (Motor Data Identification):
p1910 = 1→ napęd wykonuje pomiar rezystancji uzwojeń przy zatrzymanym silnikup1910 = 3→ identyfikacja silnika przy obracającym się wale (Rotating Motor Identification)p1960 = 1→ optymalizacja regulatora prędkości (Speed Controller Optimization) — odrębny proces od identyfikacji silnika- Wyniki zapisywane automatycznie do parametrów regulatora
4. Telegram PROFINET i PZD:
p0922— wybór telegramu: 1 = standard (STW1/ZSW1 + Setpoint/Actual speed), 20 = rozszerzony, 352 = Safety- W TIA Portal: w konfiguracji sprzętowej przypisz telegram G120 do DB komunikacyjnego; użyj FB
SINA_SPEED(startdrive library)
5. Fabryczny reset (gdy napęd był już używany):
p0010 = 30, następniep0970 = 1→ pełny reset do ustawień fabrycznych
6. Weryfikacja i diagnostyka:
r0002— aktualny stan napędu (gotowy / run / fault)r0945— kod ostatniego błędu (Fault code) — niezbędny przy diagnostycer0947— kod ostatniego alarmu (Alarm code)r0949— wartość powiązana z błędem (dodatkowa informacja diagnostyczna)- Panel BOP-2 lub IOP na froncie CU — podgląd parametrów i stanów bez laptopa
Praktyczne wskazówki:
💡 Zawsze sprawdź zgodność napięcia zasilania PM z siecią zakładową (400 V / 480 V).
💡 Po
p3900 = 1napęd generuje automatycznie parametry regulatora prędkości — nie nadpisuj ręcznie bez potrzeby.
⚠️ PROFINET: nazwa urządzenia w napędzie musi być identyczna jak w konfiguracji TIA Portal — wielkość liter ma znaczenie.
⚠️ Fault
F07801(przetężenie) przy starcie → silnik za mały do PM lub zbyt krótki czas rampy (p1120).
Źródło: Siemens SINAMICS G120 Getting Started / Startdrive commissioning guide
11.9. Co to jest commissioning i jak przeprowadzić pełne uruchomienie instalacji — od fazy offline do RUN z Safety i Safety Matrix? 🔴
Commissioning to systematyczne uruchomienie maszyny — od projektu do produkcji. Nie „wgranie programu”, a weryfikacja każdego obwodu zanim podasz napięcie. Na obiekcie pracujesz z elektrykami i mechanikami — ty weryfikujesz sygnały, elektryk naprawia kable, mechanik ustawia czujniki. Kolejność faz jest kluczowa:
1. Offline (biuro):
- Przeczytaj schematy elektryczne — zidentyfikuj obwody mocy, sterowania i Safety. Bez schematów nie wiesz co podłączasz.
- Weryfikacja TIA Portal: numery katalogowe modułów = BOM, adresy IP/nazwy PROFINET spisane w tabeli, firmware CPU = fizyczny sterownik.
- Kompilacja Standard + Safety — zero błędów i ostrzeżeń.
- Safety Matrix — tabela przyczyn × skutków (wiersze: E-Stop, kurtyna, krańcówka; kolumny: STO napędu, zawór, ryglowanie). Generuje F-bloki automatycznie i służy jako dokument testowy na FAT/SAT.
- Zapisz collective signature — referencja do porównania po Download.
2. Weryfikacja sprzętu (BEZ napięcia):
- Oględziny szafy: montaż, oznaczenia kabli, zaciski dokręcone, zasilanie 24 VDC i VS* poprawnie podłączone.
- Zweryfikuj protokół pomiarów PE od elektryka (<0,1 Ω wg EN 60204-1) — musisz go mieć PRZED załączeniem.
3. Pierwsze załączenie i Download:
- Załącz 24 VDC → PRONETA — skan sieci PROFINET: sprawdź czy wszystkie urządzenia odpowiadają, czy nie ma duplikatów nazw/IP. Bez tego lecisz na ślepo.
- Go Online → najpierw HW Config (bez programu — wyłapiesz problemy z modułami). Jeśli moduł ma inną rewizję HW niż w projekcie → zaktualizuj konfigurację.
Assign device name(PROFINET) +Assign PROFIsafe address(moduły F).- Download pełny → CPU w RUN. Jeśli STOP → Diagnostics buffer — nie restartuj bez diagnozy.
4. Test I/O (najdłuższa faza — robisz z elektrykiem):
- Watch Table wejścia: aktywuj każdy czujnik ręcznie → weryfikuj w PLC. Niezgodność → elektryk sprawdza kabel, ty wskazujesz który kanał.
- Watch Table wyjścia (Force): wymuś wyjście pojedynczo → sprawdź fizycznie czy zawór/przekaźnik zadziałał. Safety jeszcze nie jest przetestowane — upewnij się że nikt nie jest w strefie zagrożenia przed forsowaniem.
- Kanały 1oo2: testuj każdy osobno — odłącz jeden → passivation w ramach
discrepancy time. - Na obiekcie ZAWSZE są niezgodności: kabel w złym kanale, czujnik w złej pozycji, moduł o innym numerze katalogowym. To normalne — naprawiasz na bieżąco.
5. Safety — testy wg Safety Matrix (PO testach I/O):
- Sprawdź
collective signatureonline = offline. - Wiersz po wierszu matrycy: E-Stop strefa A → wciśnij → czy KAŻDY skutek z kolumny zadziałał (STO napęd 1 ✓, zawór ✓). Kurtyna → przerwij → skutki ✓. Krańcówka drzwi → otwórz → skutki ✓.
- Po każdym teście: zwolnij → ACK → reintegration.
- Test napędów Safety: STO, SS1, SLS każdej osi.
- Dokumentuj każdy test: data, wynik PASS/FAIL, podpis — bez tego FAT nie przechodzi.
6. Napędy i sekwencje:
- Quick Commissioning (G120:
p0010=1→ tabliczka →p3900=1), identyfikacja silnika (p1910), Jog → kierunek obrotu. - Sekwencje w trybie Step — krok po kroku.
7. Backup i przekazanie:
- Upload projektu z CPU → zapisz jako referencja po commissioning. Bez backupu nie masz punktu odniesienia.
💡 Na rozmowie: pokaż że znasz kolejność: schematy → oględziny → PRONETA → HW config → I/O z elektrykiem → Safety wg matrycy → napędy → backup. I że wiesz, że na obiekcie nigdy nie jest 1:1 z projektem.
[ZWERYFIKOWANE - TIA Portal Help: Commissioning workflow; SIMATIC Safety Getting Started (Entry ID: 109779336); EN 60204-1 (instalacja i uruchomienie maszyn elektrycznych)]
11.10. Co to jest ProDiag i jak go używasz do diagnostyki maszyny? 🟢
ProDiag (Process Diagnostics) to mechanizm wbudowany w TIA Portal dla S7-1500 i ET200SP CPU. Pozwala definiować komunikaty diagnostyczne bezpośrednio w kodzie PLC i automatycznie wyświetlać je na HMI jako alarmy z opisem warunku.
Jak działa:
- W TIA Portal kliknij prawym na styk/cewkę w LAD/FBD →
Add supervision→ podaj tekst komunikatu (np. „Motor M1 — brak potwierdzenia startu po 5s”). - TIA Portal wstawia blok ProDiag do kodu i rejestruje warunek.
- Na HMI (WinCC Unified lub Comfort): dodajesz widget
Diagnostic View→ automatycznie wyświetla aktywne komunikaty ProDiag z nazwą warunku i kontekstem. - Dostępny online w TIA Portal bez HMI: Online → CPU → Diagnostics → Process diagnostics.
Korzyści vs. klasyczne alarmy HMI:
- Klasyczne alarmy WinCC: każdy alarm musisz ręcznie zdefiniować, zmapować bit, napisać tekst — czasochłonne dla 500+ alarmów.
- ProDiag: definicja w kodzie PLC → TIA Portal synchronizuje teksty do HMI automatycznie. Zmiana logiki = alarm aktualizuje się razem z kodem.
Ograniczenia:
- Dostępne tylko dla S7-1500 i ET200SP CPU — nie S7-1200.
- Wymaga WinCC Unified lub WinCC Comfort V15+ dla wyświetlania na HMI.
- Nie zastępuje Safety Alarms — Safety ma osobny mechanizm diagnostyki.
💡 Na rozmowie: Jeśli pytają o „jak robisz diagnostykę maszyny” — wymień ProDiag obok Watch Table i Diagnostics Buffer. Pokazuje to znajomość narzędzi nowszych wersji TIA Portal (V16+).
[ZWERYFIKOWANE - TIA Portal ProDiag produktowa dokumentacja; Siemens SIMATIC ProDiag (S7-1500/ET200SP) — dostępne od TIA Portal V15]
12. NAPĘDY SINAMICS
12.1. Co to jest SINAMICS Startdrive w TIA Portal?
SINAMICS Startdrive to wtyczka do TIA Portal do parametryzacji, uruchamiania i diagnostyki napędów SINAMICS (G120, S120, V90) bezpośrednio z TIA Portal — bez osobnego oprogramowania STARTER.
Możliwości:
- Konfiguracja napędu i autotuning
- Monitoring parametrów online
- Diagnostyka błędów (fault codes)
- Konfiguracja Safety Integrated (STO, SS1, SLS przez PROFIsafe)
[ZWERYFIKOWANE - SINAMICS Startdrive (TIA Portal Add-On); SINAMICS G120 Safety Function Manual (Entry ID: 109751595)]
12.2. Jak konfigurujesz SINAMICS G120 z Safety przez PROFIsafe? 🟡
Konfiguracja SINAMICS G120 z Safety (w SINAMICS Startdrive):
- Dodaj napęd G120 do projektu (
CU240E-2 PNlubCU250S-2 PN) — ustaw adres PROFINET i telegram (p0922) - Zakładka
Safety Integrated→ włącz PROFIsafe, ustawF-Address - Wybierz funkcje Safety:
STO,SS1(p9560= ramp time ⚠️ DO WERYFIKACJI w SINAMICS G120 Safety Function Manual),SLS(p9531= max prędkość ⚠️ DO WERYFIKACJI) - Autotuning: Static motor identification → Speed controller optimization
- Weryfikacja Safety: test STO → accept safety settings → Safety checksum/Safety ID
Po stronie F-CPU: blok Safety dla napędu (F-FB dla G120 z biblioteki) odbiera/wysyła telegram PROFIsafe.
⚠️
F-Addressmusi być identyczny w TIA Portal i na fizycznym napędzie — inaczej Safety nie uruchomi się.
💡 Pełna procedura krok po kroku: → Sekcja 19 (Commissioning — Dodawanie napędu G120).
[ZWERYFIKOWANE - SINAMICS G120 Safety Function Manual (Entry ID: 109751595); SIMATIC Safety - Konfiguracja i programowanie (Entry ID: 109751404)]
12.3. Z jakich komponentów składa się napęd SINAMICS G120 i jaką rolę pełni każdy z nich?
SINAMICS G120 to modułowy przemiennik częstotliwości Siemens składający się z dwóch głównych komponentów: Control Unit (CU) i Power Module (PM), które dobieramy niezależnie.
- Control Unit (CU) — moduł sterujący odpowiedzialny za regulację napędu, komunikację sieciową (PROFINET/PROFIBUS) oraz realizację funkcji Safety Integrated. Warianty:
CU240E-2— podstawowa wersja z interfejsem Ethernet/PROFINETCU250S-2— wersja z Safety Integrated (STO, SS1, SLS, SDI przez PROFIsafe) i wejściami/wyjściami Safety
- Power Module (PM) — moduł mocy zasilający silnik. Warianty obejmują PM240-2 (standardowy), PM230 (bez hamowania DC), PM250 (z wbudowanym hamowaniem regeneracyjnym)
- Panel operatorski (opcja) — BOP-2 (Basic Operator Panel — wyświetlacz segmentowy, ustawianie parametrów ręcznie), IOP-2 (Intelligent Operator Panel — graficzny wyświetlacz LCD, kopiowanie parametrów między napędami)
- Karta pamięci SD — na CU, przechowuje parametryzację napędu (backup/restore — wymiana CU bez ponownej parametryzacji)
Praktyka commissioning: Przy wymianie CU w terenie — karta SD z parametrami pozwala na szybką wymianę bez Startdrive. Wyjmij kartę ze starego CU → włóż w nowy → napęd startuje z zapisaną konfiguracją.
[ZWERYFIKOWANE - SINAMICS G120 (produkt Siemens); SINAMICS G120 Safety Function Manual (Entry ID: 109751595) — rozdz. CU250S-2, hardware variants]
12.4. Czym są telegramy PROFIdrive i jakie telegramy stosuje się w SINAMICS G120?
PROFIdrive to standard komunikacji napędów przez PROFINET/PROFIBUS, definiujący strukturę danych wymienianych cyklicznie między PLC a napędem. Wybór telegramu determinuje jakie dane sterujące i statusowe są przesyłane.
- Telegram 1 — sterowanie prędkościowe podstawowe: słowo sterujące STW1 + zadana prędkość NSOLL_A → słowo statusowe ZSW1 + aktualna prędkość NIST_A. Najczęściej stosowany w prostych aplikacjach transporterów i wentylatorów
- Telegram 20 — rozszerzony telegram prędkościowy z dodatkowymi słowami sterującymi (STW2) i procesowymi (PZD). Umożliwia przesyłanie dodatkowych parametrów (np. moment, prąd)
- Telegram 352/353 — telegramy z danymi Safety (PROFIsafe) — dla CU250S-2 z Safety Integrated, łączy sterowanie standardowe z danymi failsafe
- p0922 — parametr w napędzie, który określa numer aktywnego telegramu. Zmiana telegramu wymaga restartu napędu
Słowo sterujące STW1 (Control Word) — kluczowe bity:
- Bit 0: ON/OFF1 (włącz/wyłącz napęd z wyhamowaniem po rampie)
- Bit 1: OFF2 (wyłącz — wybieg naturalny)
- Bit 3: Enable operation (zezwolenie na pracę)
- Bit 7: Acknowledge fault (kasowanie błędu — zbocze narastające)
Praktyka commissioning: Po dodaniu G120 do projektu TIA Portal → w konfiguracji sprzętowej wybierz telegram (zakładka „Telegram configuration”) → w programie PLC mapuj STW1/ZSW1 do odpowiednich adresów procesowych.
[ZWERYFIKOWANE - PROFIdrive Profile V4.2 (Profibus International, telegram structure); SINAMICS G120 Safety Function Manual (Entry ID: 109751595) — numery telegramów Safety ⚠️ DO WERYFIKACJI w dokumentacji SINAMICS G120 Parameter Manual]
12.5. Jak wygląda procedura pierwszego uruchomienia (commissioning) SINAMICS G120 przez Startdrive?
Procedura pierwszego uruchomienia G120 w TIA Portal ze Startdrive obejmuje konfigurację podstawowych parametrów silnika, identyfikację i optymalizację regulatorów.
Krok po kroku:
- Dodaj napęd do projektu — wstaw CU (np. CU240E-2 PN) z katalogu sprzętowego, przypisz adres PROFINET i nazwę urządzenia
- Konfiguracja silnika (dane z tabliczki znamionowej):
- Moc znamionowa, napięcie, prąd, częstotliwość, prędkość obrotowa — Startdrive prowadzi przez wizard „Motor data”
- Tryb sterowania: V/f (skalarny — proste aplikacje) lub Vector (wektorowy — precyzyjna regulacja momentu)
- Identyfikacja silnika:
- „Stationary motor identification” — pomiar parametrów silnika bez obrotu wału (rezystancja, indukcyjność, stała czasowa). Bezpieczna — silnik się nie kręci
- „Rotating motor identification” — pomiar z obrotem wału (momenty bezwładności, optymalizacja regulatora prędkości). Uwaga: silnik się obraca — odłącz mechanikę!
- Autotuning regulatorów — na podstawie identyfikacji Startdrive proponuje nastawy regulatora prądowego i prędkościowego
- Test w trybie Jog — ręczny obrót silnika z Startdrive (przycisk Jog w panelu commissioning) → weryfikacja kierunku obrotu, płynności pracy
- Download do napędu — „Download to device” → parametry zapisywane w CU (EEPROM)
Praktyka: Zawsze wykonaj identyfikację silnika — bez niej regulator pracuje na parametrach domyślnych, co prowadzi do oscylacji, przegrzewania i faultów (np. overcurrent). Po identyfikacji napęd pracuje stabilnie od pierwszego startu.
[ZWERYFIKOWANE - SINAMICS G120 Getting Started (Startdrive commissioning wizard); SINAMICS G120 Safety Function Manual (Entry ID: 109751595) — nazwy parametrów mogą się różnić między wersjami Startdrive]
12.6. Czym różnią się napędy SINAMICS G120, S120 i V90 i kiedy stosuje się każdy z nich?
Rodzina SINAMICS obejmuje trzy główne serie napędów, dobierane w zależności od wymagań aplikacji: prostota (G120), wydajność wieloosiowa (S120) lub precyzja serwo (V90).
- SINAMICS G120 — modułowy przemiennik częstotliwości do silników asynchronicznych. Zastosowanie: transportery, pompy, wentylatory, proste napędy w liniach produkcyjnych. Moc: 0,37 kW – 250 kW. Sterowanie: V/f lub wektorowe. Safety opcjonalnie (CU250S-2)
- SINAMICS S120 — wieloosiowy system napędowy do wymagających aplikacji Motion Control. Architektura: wspólna szyna DC (Active/Smart Line Module) + pojedyncze Motor Modules dla każdej osi. Zastosowanie: maszyny wieloosiowe (CNC, pakowanie, handling), linie produkcyjne automotive. Pełna integracja Safety Integrated (STO, SS1, SS2, SOS, SLS, SDI, SBC). Wymaga CU310-2 PN lub CU320-2 PN
- SINAMICS V90 — kompaktowy serwonapęd do prostych aplikacji pozycjonowania. Sterowanie: PTI (Pulse Train Input) lub PROFINET (telegram 1/2/3/102). Wbudowane STO (hardwired, dwukanałowe). Zastosowanie: małe maszyny, proste osie pozycjonujące, podajniki. Komisjonowanie przez V-Assistant (dedykowane narzędzie) lub Startdrive
Kryterium wyboru na commissioning: | Kryterium | G120 | S120 | V90 | |———–|——|——|—–| | Typ silnika | Asynchroniczny | Synchroniczny/Asynchroniczny | Serwo (1FL6) | | Liczba osi | Jednoosiowy | Wieloosiowy (wspólna DC bus) | Jednoosiowy | | Safety Integrated | Opcja (CU250S-2) | Pełna (CU310/320) | Tylko STO hardwired | | Narzędzie | Startdrive | Startdrive/STARTER | V-Assistant/Startdrive |
[ZWERYFIKOWANE - SINAMICS drives (Siemens); SINAMICS V90 manual (Entry ID: 109781612); SINAMICS G120 Safety Function Manual (Entry ID: 109751595)]
12.7. Jak wygląda diagnostyka napędu SINAMICS G120 — fault codes, ostrzeżenia i kasowanie błędów?
Diagnostyka napędów SINAMICS opiera się na kodach błędów (fault/alarm) wyświetlanych na BOP/IOP, w Startdrive online lub odczytywanych z PLC przez słowo statusowe ZSW1 i bufor diagnostyczny.
- Fault (Fxxxx) — błąd krytyczny, napęd zatrzymuje się. Wymaga usunięcia przyczyny i skasowania (acknowledge). Przykłady typowych faultów:
F07011— Motor blocked / zablokowany silnik (przeciążenie mechaniczne)F07801— Motor overtemperature / przegrzanie silnika (KTY/PTC)F30001— Power module overcurrent / przetężenie modułu mocyF30003— DC-link overvoltage / przepięcie na szynie DC (hamowanie bez rezystora hamującego)F01000— Internal software error (często po aktualizacji firmware — reset do factory) ⚠️ DO WERYFIKACJI — numery faultów mogą się różnić między generacjami firmware G120
- Alarm (Axxxx) — ostrzeżenie, napęd kontynuuje pracę. Np.
A07900— motor overtemperature warning (zbliżanie się do limitu) - Kasowanie błędu z PLC — zbocze narastające na bicie 7 słowa STW1 (Acknowledge fault). Z BOP: przytrzymanie przycisku
FN - Bufor diagnostyczny — Startdrive → „Diagnostics” → „Fault buffer” / „Alarm buffer” — historia ostatnich błędów z timestampem
Praktyka commissioning: Przy pierwszym uruchomieniu najczęstsze faultdy to: overcurrent (źle dobrana identyfikacja silnika), DC-link overvoltage (brak rezystora hamującego przy szybkim hamowaniu), motor overtemperature (niepodłączony czujnik PTC/KTY). Zawsze sprawdź fault buffer po pierwszym starcie — nawet jeśli napęd działa, mogły wystąpić alarmy.
[ZWERYFIKOWANE - SINAMICS G120 (Siemens); numery konkretnych faultów ⚠️ DO WERYFIKACJI w SINAMICS G120 Parameter Manual (Fault and Alarm List)]
12.8. Czym jest sterowanie wektorowe (Vector Control) vs skalarne (V/f) w SINAMICS G120 i kiedy stosujesz każdy tryb?
Tryb sterowania w napędzie SINAMICS G120 określa sposób regulacji prędkości/momentu silnika asynchronicznego. Wybór trybu wpływa na dynamikę, precyzję i zachowanie napędu.
- V/f (skalarny) — utrzymuje stały stosunek napięcia do częstotliwości. Prosty, nie wymaga identyfikacji silnika. Zastosowanie: proste aplikacje bez wymagań dynamicznych — pompy, wentylatory, transportery. Nie kontroluje momentu bezpośrednio
- Vector (wektorowy, SLVC — Sensorless Vector Control) — rozdziela prąd silnika na składową momentotwórczą i magnesującą, regulując moment niezależnie od prędkości. Wymaga identyfikacji silnika (motor identification). Zastosowanie: precyzyjna regulacja prędkości/momentu, aplikacje z dynamicznym obciążeniem (wciągarki, nawijarki, prasy)
- Vector z enkoderem (VC — Vector Control with Encoder) — jak SLVC, ale z enkodem na wale silnika — najlepsza precyzja. Pozwala na pełny moment przy 0 Hz (holding torque). Wymaga fizycznego enkodera i karty enkoderowej na CU
Kiedy co wybrać: | Aspekt | V/f | SLVC | VC (z enkoderem) | |——–|—–|——|——————-| | Precyzja prędkości | ±2-3% | ±0,5% | ±0,01% | | Moment przy 0 Hz | Brak | Ograniczony | Pełny | | Identyfikacja silnika | Nie wymagana | Wymagana | Wymagana | | Koszt wdrożenia | Najniższy | Średni | Najwyższy |
Praktyka commissioning: Domyślny tryb przy dodaniu G120 do projektu to V/f. Jeśli aplikacja wymaga dynamiki (szybkie przyspieszanie/hamowanie, trzymanie pozycji) — przełącz na Vector i wykonaj identyfikację silnika. Bez identyfikacji tryb wektorowy generuje faultdy.
[ZWERYFIKOWANE - SINAMICS G120 Function Manual — Vector/V-f control (Siemens); wartości precyzji (%) ⚠️ DO WERYFIKACJI w SINAMICS G120 Function Manual — Control Methods]
12.9. Czym różni się architektura SINAMICS S120 od G120 i jak wygląda jej konfiguracja w TIA Portal?
SINAMICS S120 to wieloosiowy system napędowy z centralną szyną DC, przeznaczony do maszyn o wielu osiach (CNC, handling, automotive). W odróżnieniu od G120 (samodzielny napęd jednoosiowy), S120 składa się z wielu modułów współdzielących zasilanie.
- Architektura S120:
- Active/Smart Line Module (ALM/SLM) — prostownik sieciowy zasilający wspólną szynę DC. ALM umożliwia zwrot energii do sieci (regeneracja), SLM jest prostszy (bez regeneracji)
- Motor Module (MM) — falownik dla pojedynczej osi, zasilany z szyny DC. Jeden Motor Module na jedną oś/silnik
- Control Unit (CU310-2 PN / CU320-2 PN) — sterownik napędu. CU310-2 steruje jedną osią, CU320-2 steruje wieloma osiami (do 6 Motor Modules). CU320-2 jest typowy dla aplikacji wieloosiowych
- Sensor Module (SMC/SME) — moduł do podłączenia enkodera silnika
- Konfiguracja w TIA Portal:
- Wstaw Line Module + CU + Motor Modules z katalogu sprzętowego → automatycznie tworzą się połączenia po szynie DRIVE-CLiQ (wewnętrzna magistrala między modułami S120)
- Każdy Motor Module konfiguruj osobno: dane silnika, telegram PROFIdrive, identyfikacja
- Safety: każda oś S120 ma pełen zestaw Safety Integrated (STO, SS1, SS2, SOS, SLS, SDI, SBC) — konfiguracja przez PROFIsafe telegram (np. telegram 30/54/902)
- Tryb izochroniczny — S120 obsługuje synchronizację cyklu napędu z cyklem PROFINET IRT (Isochronous Real-Time), co jest wymagane w aplikacjach Motion Control z wieloma zsynchronizowanymi osiami
Praktyka commissioning: Przy S120 kluczowe jest DRIVE-CLiQ topology — fizyczne połączenie kablami DRIVE-CLiQ między CU, Motor Modules i Sensor Modules musi odpowiadać topologii w projekcie TIA Portal. Błędna topologia → napęd nie startuje i zgłasza fault.
Źródło: SIMATIC Safety - Konfiguracja i programowanie (2), s. 62 — konfiguracja PROFIsafe telegram 902 dla SINAMICS S120 CU310-2 PN V5.1 w trybie izochronicznym [ZWERYFIKOWANE]
12.10. Jak wyglądają typowe scenariusze wymiany napędu SINAMICS G120 na obiekcie (service/replacement)?
Wymiana napędu G120 na działającej linii produkcyjnej to częsta procedura serwisowa. Kluczowe jest szybkie przywrócenie pracy bez ponownej pełnej parametryzacji.
Scenariusz 1 — Wymiana Power Module (PM) przy sprawnym CU:
- Odłącz zasilanie → wymień PM na identyczny typ
- CU rozpoznaje nowy PM automatycznie → parametryzacja pozostaje w CU
- Włącz zasilanie → napęd powinien wystartować bez zmian. Jeśli PM jest innego typu → fault incompatibility
Scenariusz 2 — Wymiana Control Unit (CU) z kartą SD:
- Wyjmij kartę SD ze starego CU → włóż w nowy CU tego samego typu
- Przy starcie nowy CU ładuje parametry z karty SD automatycznie
- Ustaw nazwę PROFINET i adres IP identycznie jak poprzedni CU (przez Startdrive online lub BOP)
- Weryfikacja: Startdrive online → porównaj parametry → test Jog
Scenariusz 3 — Wymiana CU bez karty SD (brak backupu):
- Skonfiguruj napęd od zera w Startdrive (wizard commissioning)
- Jeśli masz backup projektu TIA Portal → „Download to device” przywraca pełną konfigurację
- Jeśli nie masz backupu → ręczna parametryzacja z dokumentacji maszyny + identyfikacja silnika
Praktyka commissioning: ZAWSZE rób backup parametrów na kartę SD po komisjonowaniu. Na każdej linii powinien być dostępny backup projektu TIA Portal z aktualną konfiguracją napędów. Brak backupu + padnięty CU = wielogodzinny przestój.
[ZWERYFIKOWANE - SINAMICS G120 Service Manual (Siemens); SINAMICS G120 Safety Function Manual (Entry ID: 109751595) — rozdz. wymiana CU, SD card backup]
13. E-STOP — NORMY, IMPLEMENTACJA I OBLICZENIA BEZPIECZEŃSTWA
13.1. Jakie są kategorie zatrzymania wg EN 60204-1 i jak wpływają na wybór STO vs SS1? 🔴
| Kategoria | Opis zatrzymania | Odpowiednik Safety | Kiedy stosujesz |
|---|---|---|---|
| Kat. 0 | Natychmiastowe odcięcie zasilania napędów — wybieg swobodny | STO (Safe Torque Off) | Wybieg akceptowalny i bezpieczny (lekkie masy) |
| Kat. 1 | Hamowanie z rampą do zatrzymania, następnie odcięcie zasilania | SS1 (Safe Stop 1) | Inercja maszyny wyklucza bezpieczny wybieg (prasy, obrabiarki, dźwigi) |
| Kat. 2 | Hamowanie z rampą, napęd pozostaje zasilony i monitoruje pozycję | SS2 → SOS | Oś musi trzymać pozycję po zatrzymaniu (ramiona robotów, pionowe slide) |
⚠️ Norma: EN 60204-1 wymaga by e-stop realizował kategorię 0 lub 1 — nie 2, chyba że analiza ryzyka uzasadnia inaczej.
[ZWERYFIKOWANE - EN 60204-1 §9.2.2 (kategorie zatrzymania); IEC 61800-5-2 §6.2 (STO/SS1/SS2 definicje); E-Stop SIL 3 Application Example (Entry ID: 21064024)]
13.2. Co to jest LSafe_EStop i gdzie go znajdziesz w TIA Portal? 🟡
LSafe_EStop to certyfikowany przez TÜV blok funkcjonalny z biblioteki LSafe (STEP 7 Safety Advanced). Realizuje kompletną logikę e-stopu: odcięcie wyjścia aktuatora, blokada restartu, sekwencja ACK i monitorowanie styczników.
Wejścia kluczowe:
eStop(BOOL, NC — FALSE = e-stop wciśnięty)start/stop,acknowledge(impuls)feedback1/feedback2(zwrotne styki pomocnicze NC) +feedbackTime(max czas reakcji)actuatorVS(value status F-DO)
Wyjścia:
actuator(BOOL — steruje F-DO → styczniki)acknowledgeRequestedEStop(TRUE = wymagane ACK)eStopReleased(TRUE = e-stop odblokowany)fault(błąd logiki lub zacięty styk)
Lokalizacja w TIA Portal: Safety Advanced → Libraries → LSafe → LSafe_EStop
Blok musi być wywołany z Safety OB (F_MAIN lub Safety Main OB).
💡 Oba kanały e-stopu (2×NC) podłączone do pary kanałów F-DI z ewaluacją 1oo2 — sam moduł F-DI dostarcza jeden bezpieczny sygnał BOOL do bloku (kanały nie są widoczne osobno w programie).
Struktura programu Safety z blokiem LSafe_EStop:
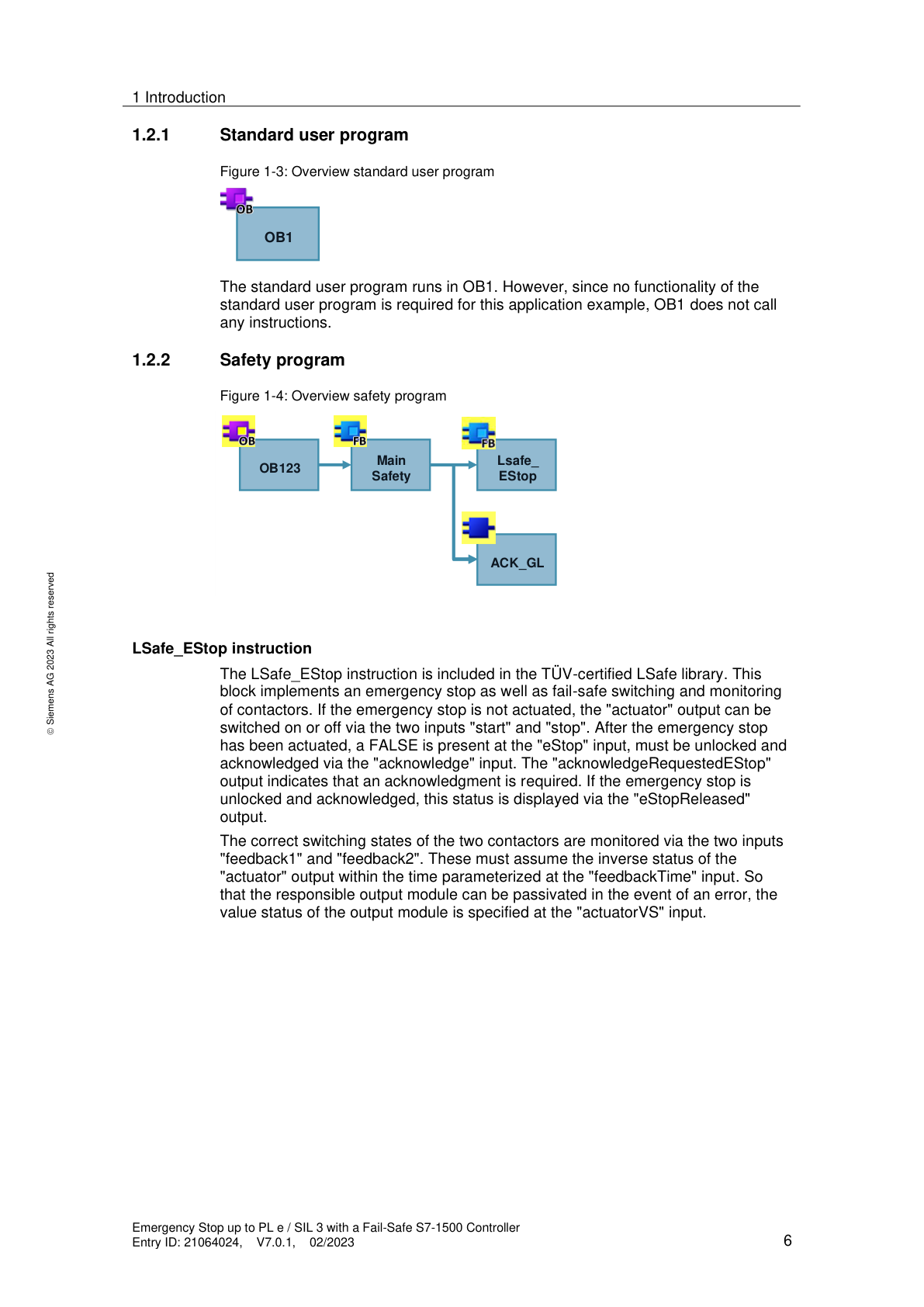
Okablowanie sprzętowe E-Stop (CPU 1516F + F-DI + F-DQ z dwoma kanałami):
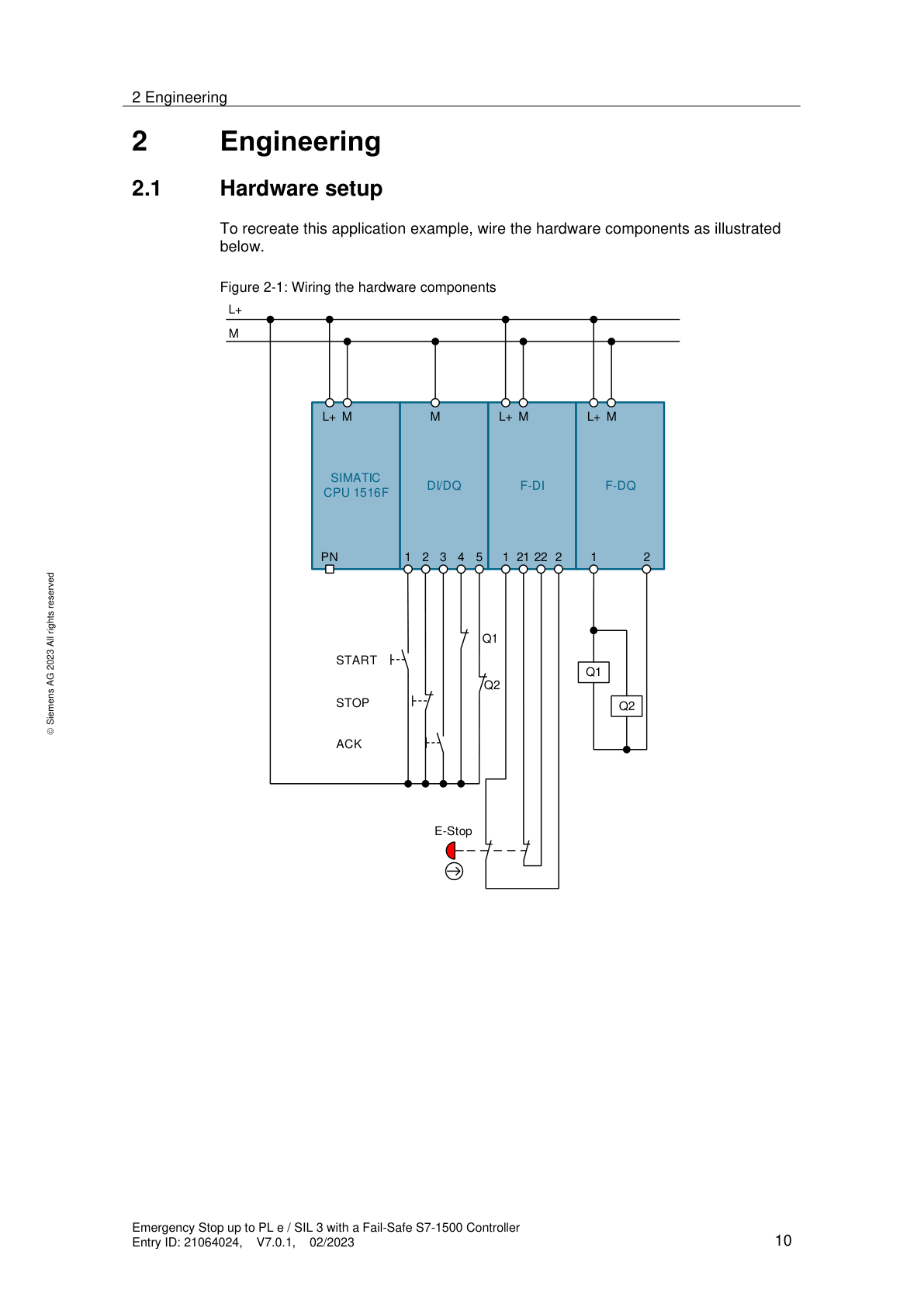
[ZWERYFIKOWANE - E-Stop SIL 3 Application Example (Entry ID: 21064024) — rozdz. LSafe_EStop, okablowanie F-DI; SIMATIC Safety - Konfiguracja i programowanie (Entry ID: 109751404)]
13.3. Co to jest feedback circuit (obwód sprzężenia zwrotnego styczników) i dlaczego jest wymagany dla SIL 3 / PL e? 🟡
Feedback circuit to monitorowanie stanu styków pomocniczych (NC, pozytywnie sterowanych) styczników wykonawczych podłączone z powrotem na wejście DI lub F-DI. Cel: wykrywanie zgrzania (welding) lub zacięcia styku stycznika. Zgrzany styk = kontakt NC pozostaje otwarty mimo odcięcia cewki → feedback = niezgodność → maszyna nie może wystartować. Dla Cat.4 / PL e / SIL 3 wymagana jest REDUNDANCJA ścieżki wyłączania (2 styczniki szeregowo lub równolegle) PLUS monitoring feedback obydwu — bez tego system nie spełnia DC ≥ 99% w podsystemie Reaction. Parametr feedbackTime w LSafe_EStop definiuje max czas w którym stycznik musi się przełączyć po komendzie (typowo 100–300ms ⚠️ DO WERYFIKACJI — wartość zależy od rodzaju stycznika, sprawdź w dokumentacji producenta). Połączenie styczników: pozytywne otwarcie (EN 60947-5-1) — jeśli cewka odcięta, styk NC jest MECHANICZNIE zmuszony do otwarcia nawet przy zgrzaniu. Wymagane przez normy w obwodach Safety.
[ZWERYFIKOWANE - EN 60947-5-1 §4.5 (pozytywne otwarcie); ISO 13849-1 Tablica K.1 (DC dla monitorowania sprzężenia zwrotnego); E-Stop SIL 3 Application Example (Entry ID: 21064024) — rozdz. feedback circuit]
13.4. Co to są CCF (Common Cause Failure) i jakie środki są wymagane dla Cat.4? 🟢
CCF (Common Cause Failure / Usterka wspólnej przyczyny) to scenariusz gdzie JEDNA przyczyna (np. przepięcie, temperatura, EMC, błąd montażu) uszkadza oba kanały redundantnego systemu jednocześnie — co pozbawia system odporności na błędy. ISO 13849-1 Tablica F.1 wymaga minimum 65 punktów CCF dla architektury Cat.3 i Cat.4. Punkty przyznawane za środki zapobiegawcze, m.in.: separacja/oddzielenie tras kablowych, stosowanie różnych technologii czujników, ochrona przed EMC, uwzględnienie warunków środowiskowych, procedury testowania ⚠️ DO WERYFIKACJI: dokładne wartości punktowe w ISO 13849-1 Tablica F.1 (zależą od wydania normy). W praktyce: prowadź kable kanału 1 i 2 w osobnych trasach, stosuj różnych producentów czujników (diverse redundancy), zachowuj separację przestrzenną. Siemens F-DI realizuje diagnostykę cross-circuit (zwarcie między kanałami) i pulse-testing — ale CCF środki leżą po stronie projektu i montażu, nie CPU.
[ZWERYFIKOWANE - ISO 13849-1 Tablica F.1 (CCF punkty, wartości ⚠️ DO WERYFIKACJI w wydaniu normy); SIMATIC Safety - Konfiguracja i programowanie (Entry ID: 109751404) — rozdz. CCF; E-Stop SIL 3 Application Example (Entry ID: 21064024)]
13.5. Czy można łączyć przyciski e-stop szeregowo do jednego wejścia F-DI?
Tak, ale z ograniczeniami. EN ISO 13850 i IEC 62061 dopuszczają szeregowe połączenie e-stopów TYLKO jeśli można wykluczyć jednoczesne naciśnięcie dwóch e-stopów ORAZ jednoczesne wystąpienie awarii i naciśnięcia. Problem: przy szeregowym połączeniu nie wiadomo KTÓRY e-stop zadziałał → brak diagnostyki granularnej. Siemens zaleca oddzielne kanały F-DI per e-stop dla szybszej lokalizacji usterek i lepszej diagnostyki ProDiag/HMI. Praktyczny kompromis Siemens (wg doc. 21064024): każdy e-stop na osobnej parze kanałów F-DI z 1oo2 evaluation → każdy e-stop widoczny osobno w diagnostyce TIA Portal i na HMI. Jeśli szeregowo: każde zadziałanie to osobna “supplementary safety function” — analiza ryzyka musi obejmować wszystkie e-stopy indywidualnie.
[ZWERYFIKOWANE - EN ISO 13850 §5.4 (szeregowe połączenie e-stopów); IEC 62061 §7.3 (analiza ryzyka per funkcja Safety); E-Stop SIL 3 Application Example (Entry ID: 21064024) — rozdz. okablowanie wielu przycisków e-stop]
13.6. Jak wygląda obliczenie PFHD (Probability of Dangerous Failure per Hour) dla funkcji Safety E-Stop z F-CPU S7-1500F?
PFHD to prawdopodobieństwo niebezpiecznej awarii na godzinę — podstawowa miara ilościowa bezpieczeństwa funkcjonalnego. Dla osiągnięcia PL e / SIL 3 sumaryczne PFHD wszystkich podsystemów musi być < 10⁻⁷ (< 1×10⁻⁷ /h).
Podział na podsystemy (z Application Example Siemens, Entry ID: 21064024):
Funkcja Safety E-Stop dzieli się na 3 podsystemy, każdy oceniany osobno:
| Podsystem | Komponenty | PFHD | PL |
|---|---|---|---|
| Detection (detekcja) | Przycisk E-Stop (B10=100.000, 20% dangerous) + F-DI (DC≥99%, 1oo2) | 9,06×10⁻¹⁰ | PL e |
| Evaluation (ewaluacja) | CPU 1516F (2,00×10⁻⁹) + ET200MP F-DI (1,00×10⁻⁹) + F-DQ (2,00×10⁻⁹) | 5,00×10⁻⁹ | PL e |
| Reaction (reakcja) | 2 styczniki (B10=1.000.000, 73% dangerous, Cat.4, DC≥99%) | 1,45×10⁻⁹ | PL e |
| SUMA | — | 7,35×10⁻⁹ | PL e |
Kluczowe parametry wejściowe:
- B10 — liczba cykli do 10% awaryjności (producent podaje w karcie katalogowej)
- Percentage of dangerous failures — jaki % awarii jest niebezpieczny (E-Stop: 20%, stycznik: 73%)
- DC (Diagnostic Coverage) — ≥99% wymagane dla Cat.4/PL e. Realizowane przez: cross-comparison w F-DI (detekcja) i redundantną ścieżkę wyłączania + dynamiczny monitoring styczników (reakcja)
- CCF ≥ 65 punktów — wymagane środki przeciw usterkom wspólnej przyczyny wg ISO 13849-1 Tablica F.1
Narzędzie do obliczeń: Safety Evaluation w TIA Selection Tool (online) — wprowadzasz komponenty, parametry B10, DC, architekturę → narzędzie oblicza PFHD per podsystem i sumę.
Praktyka commissioning: Nie musisz obliczać PFHD samodzielnie — jako commissioner weryfikujesz, czy zastosowane komponenty i architektura odpowiadają obliczeniom z projektu Safety. Sprawdź: czy zastosowano właściwe styczniki (B10 z karty), czy feedback circuit jest podłączony (DC≥99%), czy CCF measures są spełnione (separacja kabli, różne trasy).
Źródło: Siemens Application Example „Emergency Stop up to PL e / SIL 3 with F-S7-1500”, Entry ID: 21064024, V7.0.1, tabele 3-3 do 3-8 [ZWERYFIKOWANE]
13.7. Co to jest DC (Diagnostic Coverage) i jak jest osiągane w poszczególnych podsystemach E-Stop?
DC (Diagnostic Coverage / Pokrycie diagnostyczne) to miara procentowa zdolności systemu do wykrywania niebezpiecznych awarii zanim doprowadzą do utraty funkcji Safety. DC ≥ 99% jest wymagane dla najwyższych poziomów bezpieczeństwa (Cat.4 / PL e / SIL 3).
DC w podsystemie Detection (detekcja — E-Stop + F-DI):
- Realizowane przez cross-comparison w module F-DI — moduł porównuje sygnały z dwóch kanałów (1oo2 evaluation). Rozbieżność → discrepancy error → passivation
- E-Stop z pozytywnym otwieraniem (EN 60947-5-1) zapewnia, że mechaniczne zacięcie jest wykrywalne przez drugi kanał
- DC ≥ 99% — cross-comparison wykrywa praktycznie wszystkie awarie w torze detekcji
DC w podsystemie Evaluation (ewaluacja — F-CPU + F-I/O):
- Realizowane przez wewnętrzną diagnostykę F-CPU — dual-channel processing, program diversification, self-tests
- Wartość PFHD podawana przez Siemens w Safety Evaluation TIA Selection Tool (np. CPU 1516F: 2,00×10⁻⁹)
- Commissioner nie konfiguruje DC ewaluacji — jest wbudowane w F-CPU
DC w podsystemie Reaction (reakcja — styczniki):
- Realizowane przez redundantną ścieżkę wyłączania (2 styczniki) + dynamiczny feedback monitoring (styki pomocnicze NC podłączone do F-DI/DI, monitorowane przez LSafe_EStop → parametr feedbackTime)
- Zgrzany styk jednego stycznika → feedback = niezgodność → blokada restartu → system wykrywa awarię
- DC ≥ 99% wymaga ZARÓWNO redundancji (2 styczniki) JAK I feedback monitoringu — same 2 styczniki bez monitoringu to DC < 99%
Praktyka commissioning: Podczas acceptance testu sprawdź: (1) oba kanały E-Stop podłączone i przetestowane (cross-comparison w F-DI), (2) feedback z obu styczników podłączony i monitorowany, (3) feedbackTime ustawiony odpowiednio do typu stycznika (typowo 100–300 ms ⚠️ DO WERYFIKACJI — zależy od producenta stycznika).
Źródło: Siemens Application Example Entry ID: 21064024, tabele 3-3 i 3-6 — DC≥99% przez cross-comparison i redundant switch-off path [ZWERYFIKOWANE]
13.8. Jak wygląda obliczenie czasów odpowiedzi (response time) w funkcji Safety E-Stop i co na nie wpływa?
Czas odpowiedzi Safety (Safety Response Time) to czas od wykrycia zagrożenia (naciśnięcie E-Stop) do osiągnięcia stanu bezpiecznego (odcięcie momentu napędu). Jest sumą opóźnień w całym łańcuchu Safety.
Składowe czasu odpowiedzi:
| Składowa | Typowy zakres | Źródło opóźnienia |
|---|---|---|
| Czas reakcji F-DI | 2–12 ms | Filtrowanie wejścia + czas cyklu aktualizacji F-I/O |
| Czas cyklu F-runtime group | 10–100 ms | Czas przetwarzania programu Safety (zależy od rozmiaru programu) |
| Czas komunikacji PROFIsafe (round-trip) | 2–20 ms | Zależy od topologii sieci, send clock PROFINET, liczby urządzeń |
| Czas reakcji F-DQ | 1–5 ms | Czas przełączenia wyjścia Safety |
| Czas mechaniczny stycznika | 10–30 ms | Czas otwarcia styku (z karty katalogowej producenta) |
| Suma (worst case) | 25–167 ms | — |
Czynniki wpływające:
- F-monitoring time — nie jest częścią normalnego czasu odpowiedzi, ale wpływa na worst-case w przypadku utraty komunikacji
- Czas cyklu F-runtime group — najważniejszy parametr do optymalizacji. Ustawisz go w Safety Administration → F-runtime group → Max cycle time
- Filtr wejścia F-DI — zbyt długi filtr debounce na wejściu F-DI zwiększa czas reakcji
Narzędzie Siemens: Arkusz kalkulacyjny Excel do obliczenia response time dostępny na support.automation.siemens.com (Entry ID: 49368678). Wprowadzasz parametry sieci i konfiguracji → arkusz oblicza worst-case response time.
Praktyka commissioning: Czas odpowiedzi musi być krótszy niż czas dobiegu maszyny do zatrzymania (wynikający z analizy ryzyka). Jeśli obliczony response time > czas wymagany → skróć cykl F-runtime, zmniejsz filtr wejścia F-DI, upewnij się, że PROFINET send clock jest optymalny. Dokumentuj obliczony response time w protokole Safety Acceptance Test.
Źródło: Siemens Application Example Entry ID: 21064024 + arkusz kalkulacyjny Entry ID: 49368678 (referencja w SIMATIC Safety - Konfiguracja i programowanie, s.654) [ZWERYFIKOWANE]
14. PROFINET — TOPOLOGIA, DIAGNOSTYKA I ZAAWANSOWANE FUNKCJE
14.1. Co to jest MRP (Media Redundancy Protocol) i kiedy go stosujesz? 🟢
MRP (Media Redundancy Protocol) to protokół redundancji Ethernet w topologii pierścieniowej PROFINET.
| MRP wariant | Czas przełączenia | Limit urządzeń | Wymagania |
|---|---|---|---|
| MRP | ≤ 200 ms | max 50 | Standard switch z PROFINET |
| MRPD (Planned Duplication) | ≈ 0 ms | zależny od IRT | Tryb IRT, SCALANCE X lub CPU z IRT |
Zasada działania: w normalnej pracy pierścień działa jak linia — jeden port blokowany przez MRM (Media Redundancy Manager, zazwyczaj switch lub CPU). Przy zerwaniu kabla port otwiera się → ruch odbywa się w drugą stronę.
Konfiguracja: TIA Portal → Network view → właściwości switcha/CPU → PROFINET → Media redundancy → ustaw role MRM/MRC.
⚠️ Termin „Fast-MRP” nie jest oficjalnym pojęciem PROFINET — nie używaj go na rozmowie.
💡 Stosujesz gdy awaria pojedynczego kabla nie może zatrzymać produkcji.
[ZWERYFIKOWANE - IEC 61158-6-10 (PROFINET MRP standard); PROFINET diagnostics Application Example (Entry ID: 109484728); SIMATIC NET PROFINET (Siemens)]
14.2. Co to jest IRT (Isochronous Real-Time) i kiedy jest wymagany? 🟢
IRT (Isochronous Real-Time) to tryb PROFINET z deterministyczną synchronizacją cyklu do 250 µs i jitterem < 1 µs, realizowaną sprzętowo (ASIC).
| Tryb | Cykl | Jitter | Realizacja | Zastosowanie |
|---|---|---|---|---|
| RT (Real-Time, standard) | ~1 ms | kilka–kilkanaście µs | Programowa | Standardowe I/O, roboty |
| IRT (Isochronous Real-Time) | do 250 µs | < 1 µs | Sprzętowa (ASIC) | S120 synchroniczny, systemy wieloosiowe |
Wymagania IRT:
- Zarządzane switche Siemens (np. SCALANCE X) lub topologia gwiazdki bez zewnętrznych switchów
- CPU obsługujące IRT (S7-1500 — większość modeli z interfejsem PN/DP, w tym standardowe, T-CPU i F-CPU)
- Telegram 105 (DSC) lub 111 dla SINAMICS S120
[ZWERYFIKOWANE - IEC 61158-6-10 (PROFINET IRT specification); PROFINET diagnostics Application Example (Entry ID: 109484728); SINAMICS G120 Safety Function Manual (Entry ID: 109751595)]
14.3. Jak diagnostykujesz sieć PROFINET w TIA Portal i PRONETA? 🟡
Diagnostics w TIA Portal:
- Online → rozwiń
Devices & Networks→ prawym na urządzenie →Diagnose - Zakładka
Diagnostics— stan komunikacji, aktywne alarmy, topology view (połączenia portów) Go Online→ mapa sieci ze statusami wszystkich urządzeń
PRONETA (bezpłatne narzędzie Siemens):
- Standalone diagnostics PROFINET — niezależny od TIA Portal
- Skanuje sieć, pokazuje mapę urządzeń, nazwy PROFINET, IP, porty
💡 PRONETA jest szczególnie użyteczny gdy nie masz projektu TIA ani dostępu do sterownika — np. przy szybkiej diagnozie u klienta lub sprawdzeniu sieci nieznanego systemu.
[ZWERYFIKOWANE - PROFINET diagnostics Application Example (Entry ID: 109484728) — rozdz. PRONETA, online diagnostics; SIMATIC NET PRONETA tool (Siemens)]
14.4. Co to jest Shared Device i kiedy go używasz?
Shared Device (PROFINET) to urządzenie I/O równocześnie zarządzane przez dwa kontrolery — każdy ma przypisany inny zakres modułów.
Przykład: ET200SP z 16 slotami:
- CPU A zarządza slotami 1–8 (program standardowy)
- CPU B zarządza slotami 9–16 (program Safety)
Stosujesz gdy:
- Integracja Safety z systemem standardowym obsługiwanym przez różnych dostawców PLC
- Aplikacja Safety i standardowa mają osobne sterowniki
Konfiguracja: TIA Portal → właściwości urządzenia → Advanced Settings → Shared Device
[ZWERYFIKOWANE - SIMATIC ET 200SP Shared Device (TIA Portal Help); PROFINET diagnostics Application Example (Entry ID: 109484728)]
14.5. Jak działa Device replacement bez PG (automatic name assignment)?
CPU S7-1500 może automatycznie przypisać nazwę PROFINET nowemu modułowi bez laptopa z TIA Portal.
Warunek: TIA Portal → CPU Properties → Support device replacement without exchangeable medium (domyślnie włączone w S7-1500)
Procedura:
- Wymień fizycznie urządzenie na ten sam typ katalogowy
- Podłącz do sieci PROFINET
- CPU widzi urządzenie bez nazwy → porównuje topologię (numery portów switch)
- CPU przypisuje nazwę automatycznie
⚠️ Nie działa jeśli: nowe urządzenie ma inny typ katalogowy, lub topologia sieci jest niejednoznaczna (duplikaty portów).
[ZWERYFIKOWANE - TIA Portal Help: Device replacement without exchangeable medium; SIMATIC ET 200SP (Siemens)]
14.6. Jakie są rodzaje i funkcje przemysłowych switchy Ethernet w sieciach PROFINET?
Przemysłowe switche Ethernet zapewniają komunikację PROFINET w trudnych warunkach. Dzielą się na dwie kategorie:
Niezarządzalne (Plug & Play):
- Nie wymagają konfiguracji — podłącz i działa
- Fast Ethernet (10/100 Mb/s) lub Gigabit (10/100/1000 Mb/s), porty SFP (światłowód)
- Niektóre wspierają QoS (priorytet pakietów PROFINET) mimo braku konfiguracji
- Zastosowanie: proste segmenty sieci, rozgałęzienia I/O
Zarządzalne:
- Pełna kontrola: VLAN, QoS, RSTP/MRP (redundancja), SNMP, LACP (agregacja łączy), IGMP Snooping
- Diagnostyka: web interface, port monitoring, port mirroring
- Kontrola dostępu: 802.1X, Port Access Control, DHCP Snooping
- Wersje Gigabit z portami SFP, PoE+ (zasilanie kamer, czytników)
- Wymagane dla topologii pierścieniowych (MRP), IRT, sieci z diagnostyką
Wspólne cechy przemysłowych switchy:
- Metalowa obudowa IP30, montaż DIN, bezwentylatorowe (-40 do 75°C)
- Redundantne zasilanie DC + styk przekaźnikowy Fault
- Odporność EMC wg norm EN, architektura non-blocking
Na co zwracać uwagę przy PROFINET:
- QoS musi priorytetyzować ramki PROFINET (VLAN Priority 6/7)
- Zarządzalny switch = wymagany do MRP, IRT, TSN i diagnostyki PROFINET
- W Siemens: seria SCALANCE X (XB/XC/XP/XR) — zintegrowana z TIA Portal
Źródło: transkrypcje ControlByte
14.7. Co to jest S7 Communication (GET/PUT) i ISO on TCP — kiedy i jak je stosujesz?
S7 Communication to protokół komunikacji PLC–PLC i HMI–PLC firmy Siemens oparty na ISO on TCP (RFC 1006 — TCP/IP z warstwą ISO). Umożliwia bezpośredni dostęp do obszarów pamięci DB, M, I, Q zdalnego sterownika przez sieć PROFINET/Industrial Ethernet.
Instrukcje GET/PUT:
GET— odczyt danych ze zdalnego PLC do lokalnego DB (dostępny w S7-1200/1500 z biblioteki Communication).PUT— zapis danych z lokalnego DB do zdalnego PLC.- W S7-1200: bloki GET/PUT wbudowane. W S7-1500: dostępne przez Communication → S7 Communication.
Zastosowania:
- Komunikacja PLC–PLC między dwoma liniami bez SCADA (PLC A czyta statusy z PLC B).
- HMI firm trzecich (Weintek, Proface, IDEC) obsługujących S7 protocol — mapują bezpośrednio adresy DB, bez GSDML.
- Legacy integracja ze starszymi systemami SCADA (WinCC V6, InTouch) lub sterownikami S7-300/400.
Kluczowe ograniczenie bezpieczeństwa — S7-1500: Domyślnie w S7-1500 dostęp PUT/GET z zewnętrznych urządzeń jest zablokowany. Aktywacja: TIA Portal → CPU Properties → Protection & Security → Permit access with PUT/GET communication.
⚠️ Włączenie PUT/GET obniża poziom bezpieczeństwa — każde urządzenie znające IP PLC może czytać/pisać pamięć bez uwierzytelniania. Nigdy nie włączaj w systemach podłączonych do sieci korporacyjnej bez firewalla.
💡 Dla nowych integracji z IT preferuj OPC UA (TLS 1.2 + certyfikaty). S7/ISO on TCP = szybkie (<1 ms), bez autentykacji. OPC UA = ~10 ms, z szyfrowaniem — wybór dla systemów IT/OT.
[ZWERYFIKOWANE - TIA Portal Help: S7 Communication GET/PUT; PROFINET diagnostics Application Example (Entry ID: 109484728); IEC 62541 (OPC UA standard)]
14.8. Co to jest PROFINET TSN (Time Sensitive Networking) i czym różni się od IRT? 🟢
PROFINET TSN to następca IRT — stan standaryzacji IEEE 802.1 definiujący determinizm czasowy w standardowym Ethernet na poziomie sprzętowym, ale bez wymogu specjalistycznych ASIC-ów jak w IRT.
Kluczowe cechy TSN:
| Cecha | PROFINET IRT | PROFINET TSN |
|---|---|---|
| Standard | Siemens-proprietary ASIC | IEEE 802.1AS/Qbv/Qbu (open standard) |
| Cykl | 250 µs | 31.25 µs – 1 ms (konfigurowalny) |
| Jitter | < 1 µs | < 1 µs |
| Switche | Tylko SCALANCE X (Siemens) | Dowolny switch TSN-compliant (multi-vendor) |
| Topologia | Gwiazdka lub linia (bez obcych switchów) | Elastyczna, mieszana |
| Telegram | 102, 105 (S120) | Te same (102, 105, 111) — zmiana na warstwie transportowej, nie aplikacji |
Mechanizmy TSN (IEEE 802.1):
- 802.1AS — synchronizacja czasu gPTP (generalized Precision Time Protocol) z dokładnością < 1 µs
- 802.1Qbv — Time-Aware Shaper: harmonogramowanie ramek Ethernet w oknach czasowych (time slots)
- 802.1Qbu — Frame Preemption: przerywanie niskopriorytetowych ramek dla krytycznej transmisji
Zastosowanie TSN:
- Synchronizacja osi w systemach MRC (Motion Control Systems) z > 100 osi
- Koroboty (cobots) wymagające deterministycznej synchronizacji z PLC < 1 ms
- Fabryki przyszłości (Industry 4.0) — jeden segment Ethernet dla OT i IT jednocześnie
⚠️ Stan w 2026: PROFINET TSN jest zdefiniowany w PI (PROFIBUS & PROFINET International) specyfikacji V2.4. Sprzęt Siemens obsługujący pełne TSN: SIMATIC S7-1500 V3.0+ oraz SCALANCE XC/XP TSN. Sprawdź aktualną wersję firmware przed projektem.
💡 Na rozmowie: pytanie o TSN pojawia się coraz częściej. Kluczowa odpowiedź: TSN = IRT-like deterministm ale na otwartym standardzie IEEE → nie wymaga jednorodnej infrastruktury Siemens.
Źródło: PROFIBUS & PROFINET International (PI), PROFINET Specification V2.4
15. KURTYNY BEZPIECZEŃSTWA I MUTING
15.1. Czym różni się kurtyna bezpieczeństwa Type 2 od Type 4 (IEC 61496)?
| Cecha | Type 2 | Type 4 |
|---|---|---|
| Diagnostyka | Zewnętrzny moduł testujący (External Test Device) | Wewnętrzna, w każdym cyklu (self-testing) |
| DC | 60–99% | ≥ 99% |
| Max poziom Safety | do PL d / SIL 2 (przy architekturze 1oo2) | do PL e / SIL 3 |
| Kategoria | Cat.2 lub Cat.3 | Cat.4 |
| Zastosowanie | Lekkie maszyny, dostępy serwisowe | Robotyzowane linie automotive, prasy |
⚠️ Type 2 NIE jest ograniczona do PL c / SIL 1 — z architekturą 1oo2 osiąga PL d / SIL 2. Częste nieporozumienie na rozmowach!
W TIA Portal: podłączasz jako F-DI z 1oo2 evaluation lub OSSD bezpośrednio na wejście Safety.
[ZWERYFIKOWANE - IEC 61496-1 §6 (AOPDDR Type 2/4 classification); ISO 13849-1 §6.2 (Cat.2/4, PL); SIMATIC Safety - Konfiguracja i programowanie (Entry ID: 109751404) — rozdz. 1oo2 evaluation]
15.2. Jak działa muting i czym różni się od override?
| Cecha | Muting | Override |
|---|---|---|
| Inicjacja | Automatyczna przez program Safety | Ręczna przez operatora (klucz/przycisk) |
| Powtarzalność | Wielokrotna, automatyczna | Jednorazowe, z licznikiem i logowaniem |
| Warunki | Fizyczne (czujniki mutingowe, okno czasowe) | Brak — tylko dostęp serwisowy |
| Cel | Normalny przepływ materiału | Usuwanie awarii, serwis |
| Status prawny | Element projektu Safety (uwzględniony w ocenie ryzyka) | Środek awaryjny z ograniczonym dostępem |
Przykład muting: paleta wjeżdża na taśmę — czujniki mutingowe po obu stronach muszą oba zadziałać w czasie < 4s, tylko wtedy kurtyna jest zawieszona na czas przejazdu.
W TIA Portal: certyfikowany blok MUTING_FKT (z biblioteki LSafe) obsługuje schematy 4-czujnikowe (cross i parallel). Wymaga 2 par czujników i okna czasowego sekwencji.
⚠️ Override jest środkiem wyłącznie awaryjnym — musi być rejestrowany (kto, kiedy, ile razy). Nie stosuj jako alternatywy dla prawidłowo działającego muting.
[ZWERYFIKOWANE - ISO 13849-1 §7.3 (muting as safety function); IEC 62061 §7.4.10 (override); SIMATIC Safety - Konfiguracja i programowanie (Entry ID: 109751404) — rozdz. MUTING_FKT blok LSafe]
15.3. Jak podłączasz OSSD (Output Signal Switching Device) kurtyny do modułu F-DI?
OSSD to para wyjść kurtyny (OSSD1, OSSD2) — dwa kanały sygnałów bezpieczeństwa z wbudowanym testowaniem impulsowym.
Podłączenie:
OSSD1→ kanał A modułu F-DIOSSD2→ kanał B modułu F-DI (para 1oo2)
⚠️ NIE podłączaj zasilania
VS*(pulse test) modułu F-DI do OSSD — kurtyna sama generuje własne impulsy testowe. W TIA Portal ustaw parametrSensor supplytego kanału naNone/Disabled— inaczej impulsy F-DI zablokują sygnał z kurtyny.
Discrepancy time: dopasuj do specyfikacji kurtyny (zazwyczaj 10–30 ms ⚠️ DO WERYFIKACJI — sprawdź w karcie katalogowej konkretnej kurtyny).
[ZWERYFIKOWANE - IEC 61496-1 §6.2 (OSSD output specification); SIMATIC Safety - Konfiguracja i programowanie (Entry ID: 109751404) — rozdz. OSSD podłączenie, Sensor supply off; Wiring Examples F-I/O (Entry ID: 39198632)]
15.4. Jakie jest zastosowanie wyjść tranzystorowych z czujników bezpieczeństwa w systemach PLC Safety?
Wyjścia tranzystorowe z czujników bezpieczeństwa, takich jak kurtyny bezpieczeństwa czy skanery, są kluczowe dla systemów PLC Safety, ponieważ umożliwiają dwukanałowe monitorowanie i szybkie wykrywanie awarii.
- Podłączenie: Wyjścia tranzystorowe z czujników bezpieczeństwa podłącza się do wejść bezpieczeństwa sterownika PLC.
- Wykrywanie awarii:
- Jeśli jedno z wyjść tranzystorowych ulegnie uszkodzeniu (np. spali się lub będzie miało zwarcie), system Safety natychmiast wykryje sytuację awaryjną.
- Jest to analogiczne do wykrywania rozbieżności sygnału (“discrepancy error”) w przypadku styków mechanicznych. Praktyczne wskazówki:
- W przypadku uszkodzenia jednego z wyjść tranzystorowych kurtyny bezpieczeństwa, F-CPU natychmiast zgłosi błąd, co zapobiega dalszej pracy maszyny w niebezpiecznym stanie. Źródło: transkrypcje ControlByte
15.5. Jakie typy elektrygli bezpieczeństwa (door interlocks) istnieją i jak dobirasz odpowiedni Performance Level? 🟡
Elektrorygiel bezpieczeństwa (door interlock / guard locking) to urządzenie mechaniczno-elektryczne które:
- Monitoruje stan osłony (otwarta/zamknięta) — sygnał Safety do F-DI
- Rygluje osłonę mechanicznie — uniemożliwia otwarcie strefy niebezpiecznej gdy maszyna działa
Typy elektrygli (na przykładzie Pilz PSENm):
| Model | Zasada | Max PL | Cechy charakterystyczne |
|---|---|---|---|
| PSENmlock mini | Elektromechaniczny | PL d / Cat.3 | Kompaktowy, proste aplikacje, dedykowany aktuator |
| PSENmlock | Elektromechaniczny z klamką | PL e / Cat.4 | Klamka awaryjna (escape release) — operator może wyjść od środka; siła trzymania 7500 N; ryglowanie i odryglowanie impulsowe (bez stałego zasilania cewki); IP67; montaż na profilach 40 mm |
| PSENslock 2 | Elektromagnetyczny (brak mechaniki) | PL e / Cat.4 | Wbudowany w osłonę, brak ruchomego aktuatora → eliminuje zużycie mechaniczne; trzymanie siłą elektromagnesu |
Kryteria doboru:
- PL d wystarczy? → PSENmlock mini (tańszy, prostszy montaż)
- Wymagany PL e? → PSENmlock lub PSENslock 2
- Operator może zostać zatrzaśnięty w strefie → PSENmlock z klamką (wymóg EN ISO 13849-1)
- Aplikacja bez klamki wymaganej, chcesz uniknąć konserwacji mechanicznej → PSENslock 2
Podłączenie do PLC Safety:
- Elektrorygiel ma wyjścia cyfrowe (sygnały Safety) — podłącz do F-DI Siemens z ewaluacją 1oo2
- Cewka ryglowania: steruj przez F-DO lub standardowe DQ + F-PM-E (jeśli SIL 2 wystarczy)
- Sygnały z PNOZmulti: elektrorygiel podłącz do dedykowanego bloku
ML 2 D H Mw konfiguratorze PNOZmulti
Funkcja Key in Pocket (RFID):
- Kaseta Pilz PIT z czytnikiem RFID + elektrorygiel = operator musi
zalogować się tagiem RFIDaby wejść do strefy - PLC monitoruje
czy operator z tagiem JEST w środku(Key in Pocket) — ryglowanie możliwe tylko gdy wszystkie tagi są na zewnątrz - Zapobiega przypadkowemu zamknięciu i zaryglowaniu strefy z operatorem wewnątrz
⚠️ Siła trzymania a PL: sama siła mechaniczna ryglowania nie decyduje o PL — decyduje architektura sygnałów Safety (1oo2, DC, CCF). Elektrorygiel z katalogową wartością PL e osiąga ten poziom tylko przy prawidłowym okablowaniu i konfiguracji systemu Safety.
Źródło: transkrypcje ControlByte — Pilz PSENmlock, dokumentacja Pilz
15.6. Czym jest czujnik radarowy bezpieczeństwa (np. Pilz PSEN RD 1.2) i kiedy go stosujesz zamiast skanera laserowego? 🟢
Czujnik radarowy Safety to urządzenie bezpieczeństwa oparte na emisji fal elektromagnetycznych (radar) do wykrywania obecności osób w strefie niebezpiecznej — zamiast wiązki laserowej.
Architektura systemu Pilz PSEN RD 1.2:
- Czujniki radarowe — do 5 m zasięgu, kąt ±50° od osi — komunikacja przez magistralę CAN (daisy chain)
- Analizator — przetwarza sygnały z czujników, konfiguracja przez Ethernet; wyjścia cyfrowe Safety lub PROFIsafe/Safety over EtherCAT
- 1 analizator obsługuje kilka czujników łącznie
4 strefy wykrywania na jeden czujnik:
- Strefa 1 (dalsza, np. 1 m) → spowolnienie robota do prędkości bezpiecznej (tryb SLS)
- Strefa 2 (bliższa, np. 0.4 m) → pełne zatrzymanie (STO/SS1)
- Konfiguracja stref przez oprogramowanie
PSEN RD1 Configurator(GUI, Ethernet)
Porównanie radar vs skaner laserowy:
| Cecha | Skaner laserowy (SICK, PILZ) | Radar PSEN RD 1.2 |
|---|---|---|
| Zasada | Wiązka laserowa (optoelektronika) | Fale elektromagnetyczne |
| Wrażliwość na pył/mgłę/dym | Wysoka (błędne detekcje lub zaniki) | Bardzo niska (radar przebija pył) |
| Warunki środowiskowe | Czyste / kontrolowane | Trudne: odlewnie, spawalnie, pilarnie |
| Zasięg | do 5,5 m (safe area scanner) | do 5 m / do 9 m (wersje) |
| Konfiguracja stref | Oprogramowanie + teach-in | PSEN RD1 Configurator, 4 strefy/czujnik |
| Koszt systemu | Wyższy per czujnik | Niższy przy dużym obszarze |
Kiedy stosujesz radar:
- Spawalnie (iskry, dym), odlewnie (pył metalowy), pilarnie (trociny)
- Strefy z dużym zabrudzeniem gdzie skaner laserowy generuje fałszywe alarmy
- Monitorowanie robotów mobilnych AGV/AMR w trudnym środowisku
⚠️ Integracja z Siemens Safety: analizator PSEN RD 1.2 obsługuje PROFIsafe → możesz go podłączyć bezpośrednio do F-CPU Siemens przez PROFINET. Alternatywnie: wyjścia cyfrowe Safety (OSSD) → F-DI.
Źródło: transkrypcja ControlByte — Poradnik Safety Czujnik radarowy Pilz PSEN RD 1.2
16. MOTION CONTROL I SINAMICS — PRAKTYKA COMMISSIONING
16.1. Co to jest Technology Object (TO) w TIA Portal i jak go używasz?
Technology Object to abstrakcja osi w TIA Portal dla motion control (dostępna w S7-1500, ET200SP CPU). TO enkapsuluje napęd + enkoder + parametry osi jako jeden obiekt z gotowym API w SCL.
| Typ TO | Opis | Typowe zastosowanie |
|---|---|---|
TO_SpeedAxis |
Tylko prędkość | Napędy bez pozycjonowania |
TO_PositioningAxis |
Pozycjonowanie absolutne/względne | Przenośniki z pozycją |
TO_SynchronousAxis |
Synchronizacja do osi master | Systemy wieloosiowe, cam profiles |
TO_ExternalEncoder |
Zewnętrzny enkoder bez napędu | Monitoring pozycji, wałek wirtualny |
API Motion Control (bloki MC_):
MC_Power, MC_Home, MC_MoveAbsolute, MC_MoveVelocity, MC_Halt, MC_Stop
Konfiguracja: TIA Portal → Add new object → Technology object → wybierz typ → przypisz napęd SINAMICS przez telegram PROFIdrive 105 / 111.
[ZWERYFIKOWANE - TIA Portal Help: Motion Control Technology Objects (Siemens); PLCopen Motion Control Part 1 — Function blocks for motion control (IEC 61131-3 extension)]
16.2. Jak robisz autotuning napędu G120/V90 w Startdrive?
Startdrive: Online → wybierz napęd → Commissioning → Motor identification
1. Motor identification (statyczna — silnik stoi):
Motor identification → Static → Start- Trwa ~30 s, napęd mierzy rezystancję i induktancję uzwojeń
- Wymagane: uziemienie silnika, napęd w stanie Ready
2. Speed controller optimization (dynamiczna — silnik się obraca):
Motor identification → Speed controller optimization → Start- Silnik wykonuje sekwencję ruchów testowych — odblokuj strefę bezpieczeństwa
- Wyznacza
Kp(wzmocnienie) iTi(czas całkowania) regulatora prędkości
3. Weryfikacja: r0047 ⚗️ DO WERYFIKACJI (status identyfikacji) = 0 → brak błędu, parametry zapisane. Można też sprawdzić po powrócie p1910 do 0 i braku faultu w r0945.
💡 Jeśli napęd jest mechatronicznie połączony z ciężką maszyną: uruchom identyfikację na biegu jałowym lub przy odłączonej mechanice, a potem ręcznie dostraj
Kp.
[ZWERYFIKOWANE - SINAMICS G120 Getting Started / Startdrive commissioning guide (Siemens); SINAMICS G120 Safety Function Manual (Entry ID: 109751595) — numery statusów identyfikacji ⚠️ DO WERYFIKACJI w SINAMICS G120 Parameter Manual]
16.3. Jakie są najważniejsze parametry SINAMICS G120 które musisz znać?
| Parametr | Opis | Uwaga |
|---|---|---|
p0840 |
ON/OFF1 — źródło sygnału start/stop | Bit z telegramu PROFIdrive lub terminal |
p1120 |
Czas rampy rozruchu [s] | Od 0 do max prędkości |
p1121 |
Czas rampy hamowania [s] | |
p0922 |
Telegram PROFIdrive | Musi zgadzać się z konfiguracją TIA Portal! |
r0002 |
Aktualny status napędu (bitmapa) | Gotowy / praca / błąd / alarm |
r0945[0..7] |
Kody błędów (fault codes) | Pierwsze miejsce diagnostyki po F-alarm |
r2110 |
Aktualny kod alarmu (warning) | ⚠️ DO WERYFIKACJI — sprawdź w Parameter Manual |
p9501 / p9601 |
Parametry Safety (STO enable, SS1) | ⚠️ DO WERYFIKACJI — zakres p95xx/p96xx poprawny, dokładne numery sprawdź w SINAMICS Safety Function Manual |
⚠️ Błędny
p0922(telegram) = brak komunikacji lub brak danych Safety — zawsze weryfikuj po podłączeniu nowego napędu.
16.4. Jak interpretujesz i kasujesz fault F30001 i F07801 w SINAMICS?
| Fault | Znaczenie | Najczęstsza przyczyna | Diagnoza |
|---|---|---|---|
| F30001 | Power unit: Overcurrent — przetężenie wyjścia | Zwarcie kabla silnikowego, doziemienie, zbyt szybka rampa przyspieszenia, błędne dane silnika | Sprawdź kabel megaomomierzem 500V DC między żyłami a PE (≥10 MΩ), zweryfikuj p0304–p0311, zmniejsz rampę p1120 |
| F07801 | Motor overtemperature (model termiczny) | Przeciążenie, zatkany filtr chłodzenia, za długie rozruchy | Sprawdź p0335 (klasa izolacji) i wentylację silnika |
⚠️ W starszych wersjach firmware G120
F30001może oznaczać różne usterki Power Unit — zawsze weryfikuj w Parameter Manual dla konkretnej wersji firmware (r0018= wersja firmware).
Kasowanie faultów:
- Programowo:
p2103 = 1lub bit 7 słowa sterowaniaSTW1w telegramie PROFIdrive - Na panelu BOP-2: długie wciśnięcie ESC/OK
- Historia faultów:
r0945[0..7]
[ZWERYFIKOWANE - SINAMICS G120 (Siemens); numery faultów i parametrów p/r ⚠️ DO WERYFIKACJI w SINAMICS G120 Parameter Manual (Fault and Alarms List)]
16.5. Czym jest SINAMICS G120 i do jakich silników oraz aplikacji jest przeznaczony? 🔴
SINAMICS G120 to rodzina przemysłowych przemienników częstotliwości (falowników) firmy Siemens przeznaczonych do regulacji prędkości silników indukcyjnych (asynchronicznych) klatkowych w aplikacjach ogólnoprzemysłowych.
Podstawowe dane:
- Zakres mocy: 0,37 kW – 250 kW (napięcie 3×400V AC / 3×690V AC)
- Topologia: modułowa — Control Unit (CU) + Power Module (PM) + opcjonalnie BOP (panel operatorski)
- Komunikacja: PROFINET, PROFIBUS, USS, Modbus RTU (zależy od wersji CU)
Stosowane silniki: | Typ silnika | Tryb sterowania G120 | Typowe zastosowanie | |————-|———————|——————-| | Silnik indukcyjny klatkowy (IM) | V/f, Vector (sensorless / closed-loop) | Wentylatory, pompy, przenośniki | | Silnik indukcyjny z enkoderem | Vector closed-loop | Wciągarki, prasy, mieszalniki | | PMSM / IPM (IE4/IE5) | Vector PMSM | Sprężarki, pompy wysokosprawne |
Typowe aplikacje G120:
- Wentylatory i pompy (redukcja zużycia energii przez regulację prędkości)
- Przenośniki taśmowe i rolkowe
- Mieszalniki, ekstruktory, wciągarki
- Sprężarki powietrza
⚠️ G120 ≠ serwonapęd — G120 nie jest przeznaczony do precyzyjnego pozycjonowania (brak sprzężenia zwrotnego pozycji w standardzie). Do servo używaj SINAMICS S120 lub V90.
Źródło: Siemens SINAMICS G120 Getting Started / transkrypcje ControlByte
16.6. Jakie są podstawowe komponenty układu napędowego z SINAMICS G120 i sterownikiem Siemens? 🔴
Kompletny układ z G120 składa się z kilku modułów, które można dobierać niezależnie.
Architektura modułowa G120:
| Komponent | Opis | Przykładowe typy |
|---|---|---|
| Control Unit (CU) | “Mózg” napędu — sterowanie, komunikacja, Safety | CU240E-2 PN, CU250S-2 PN, CU230P-2 |
| Power Module (PM) | Przekształtnik mocy — prostownik + falownik IGBT | PM240-2, PM250, PM330 |
| BOP-2 / IOP | Panel operatorski — parametryzacja, diagnostyka | BOP-2 (basic), IOP-2 (graficzny) |
| Silnik | Silnik indukcyjny klatkowy 3-fazowy | SIMOTICS GP, SD, DP |
| Sterownik PLC | Wydaje rozkazy przez PROFINET/PROFIBUS | S7-1200, S7-1500 |
Połączenia:
- CU ↔ PM: złącze wewnętrzne (snap-in) lub kabel adaptera
- PLC ↔ CU: PROFINET lub PROFIBUS — telegramy standardowe (1, 20, 352)
- Czujnik temperatury silnika: PTC/KTY84 do wejścia CU (ochrona termiczna)
💡 PM250 ma funkcję odzysku energii (regeneracja do sieci) — stosowany przy wciągarkach i aplikacjach z hamowaniem.
Źródło: Siemens SINAMICS G120 Getting Started / transkrypcje ControlByte
16.7. Jakie oprogramowanie służy do konfiguracji i uruchomienia SINAMICS G120? 🔴
Do uruchomienia G120 dostępne są trzy narzędzia — wybór zależy od zakresu prac.
| Narzędzie | Zastosowanie | Kiedy używać |
|---|---|---|
| Startdrive (wtyczka TIA Portal) | Pełna konfiguracja, parametryzacja, diagnostyka online, Safety | Nowe projekty, integracja z PLC |
| STARTER (standalone) | Parametryzacja offline/online, oscyloskop, Drive Control Chart | Starsze projekty, poza TIA |
| BOP-2 / IOP | Parametryzacja ręczna na panelu napędu | Szybki serwis w terenie bez laptopa |
| SINAMICS Smart Access Module | Parametryzacja przez Wi-Fi z przeglądarki | Uruchomienie mobilne |
Startdrive — kluczowe kroki commission:
- TIA Portal → Add new device → Drives → SINAMICS G120 → wybierz CU i PM
- Konfiguracja silnika:
p0304(napięcie),p0305(prąd),p0307(moc),p0310(częstotliwość),p0311(prędkość znamionowa) - Identyfikacja silnika:
p1910 = 1(pomiar stojana w stanie spoczynku) lubp1960 = 1(obracająca się identyfikacja) - Wybór metody sterowania:
p1300(0 = V/f, 20 = Vector bez enkodera, 21 = Vector z enkoderem) - Download → Compile → Go online → Test Jog
Źródło: Siemens SINAMICS G120 Getting Started / transkrypcje ControlByte
16.8. Jakie tryby sterowania oferuje SINAMICS G120 i czym się różnią? 🟡
G120 obsługuje kilka metod sterowania silnikiem — dobór zależy od wymagań aplikacji.
Tryb (p1300) |
Nazwa | Enkoder | Dokładność prędkości | Zastosowanie |
|---|---|---|---|---|
| 0 | V/f (liniowy) | Nie | ±3–5% | Wentylatory, pompy, proste przenośniki |
| 2 | V/f z FCC (Flux Current Control) | Nie | ±2–3% | Wyższy moment przy małych prędkościach |
| 20 | Vector (bez enkodera) | Nie | ±0,5% | Wymagania na moment, bez czujnika |
| 21 | Vector (z enkoderem) | Tak | ±0,01% | Wciągarki, precyzyjne prędkości |
| 22 | PMSM Vector (bez enk.) | Nie | ±0,5% | Silniki IE4/IE5 bez enkodera |
| 23 | PMSM Vector (z enk.) | Tak | ±0,01% | Silniki IE4/IE5 z enkoderem |
Telegramy PROFINET dla G120:
- Telegram 1 (standardowy): słowo sterujące STW1 + prędkość zadana (16-bit)
- Telegram 20: rozszerzony — dodaje prąd, moment, status
- Telegram 352 (Safety): zawiera PROFIsafe — dla wersji CU z Safety Integrated
⚠️ p1300 = 0 (V/f) nie reguluje momentu — przy przeciążeniu prędkość spada. Do stałego momentu niezależnego od obciążenia → Vector (p1300 = 20/21).
Źródło: Siemens SINAMICS G120 Getting Started / transkrypcje ControlByte
16.9. Jak przebiega procedura identyfikacji silnika (Motor ID) w SINAMICS G120 i dlaczego jest niezbędna? 🟡
Identyfikacja silnika to pomiar elektrycznych parametrów podłączonego silnika przez napęd G120. Bez niej regulator wektorowy nie działa poprawnie — używa jedynie wartości tabliczkowych, które nie uwzględniają rzeczywistego okablowania i stanu silnika.
Dwa rodzaje identyfikacji:
| Parametr | Typ | Opis | Warunek |
|---|---|---|---|
p1910 = 1 |
Stojanova (statyczna) | Pomiar rezystancji stojana R1, indukcyjności rozproszenia — silnik stoi | Silnik może być połączony z maszyną |
p1960 = 1 |
Wirująca (dynamiczna) | Pomiar R1 + R2, indukcyjności magnesującej Lm — silnik obraca się | Silnik musi móc się obracać swobodnie |
Procedura p1910 (statyczna) krok po kroku:
- Podaj dane tabliczkowe silnika:
p0304,p0305,p0307,p0310,p0311 - Ustaw
p1910 = 1→ przy następnym rozruchu napęd przeprowadzi pomiar - Daj rozkaz RUN (Enable) → napęd wykonuje pomiar (~10–30 s), silnik może lekko drżeć
- Po zakończeniu
p1910wraca do 0, parametryp0350(R1),p0356(Ls) są zapisane - Zapisz parametry:
p0971 = 1(zapis do ROM) lub przez Startdrive → Download
Dlaczego to ważne:
- Zbyt wysokie R1 (długi kabel) → regulator wektorowy kompensuje automatycznie po ID
- Silnik inny niż w danych tabliczkowych (np. przewinięty) → ID wykryje różniące się R1
- Brak ID przy
p1300 = 20/21→ moment może być niedokładny o 20–40%
⚠️ Najczęstszy błąd na komisjoningu: download projektu, pierwsze uruchomienie → silnik wibruje lub nie osiąga zadanej prędkości → przyczyną brak identyfikacji lub błędne dane tabliczkowe.
Źródło: Siemens SINAMICS G120 Getting Started / transkrypcje ControlByte
16.10. Jak wygląda pełna procedura commissioning SINAMICS G120 z TIA Portal krok po kroku? 🔴
Procedura uruchomienia G120 (CU240E-2 PN + PM240-2) z silnikiem indukcyjnym przez PROFINET.
Faza 1 — Przygotowanie sprzętowe:
- Zamontuj CU na PM (snap-in), podłącz 3×400V AC do PM, silnik do U2/V2/W2
- Podłącz PTC/KTY84 do CU, kabel PROFINET do switcha/PLC
- Jeśli Safety: podłącz E-Stop do zacisków STO (DI4/DI5)
- Włącz zasilanie — BOP-2 pokaże
olub alarm A07991 (brak konfiguracji)
Faza 2 — Konfiguracja w Startdrive:
- TIA Portal →
Add new device→SINAMICS G120→ wybierz CU i PM - Commissioning wizard: dane tabliczkowe silnika (
p0304–p0311), metoda sterowania (p1300) - Network view: połącz z PLC, ustaw nazwę PROFINET i IP
- Wybierz telegram
p0922(1 = standardowy, 20 = rozszerzony, 352 = Safety) - Compile + Download HW do PLC
Faza 3 — Identyfikacja silnika:
- Statyczna (
p1910 = 1): pomiar R1, Lσ przy stojącym silniku (~30s) - Opcjonalnie wirująca (
p1960 = 1): silnik musi się obracać swobodnie — zabezpiecz strefę - Sprawdź
r0047 = 0(brak błędów po identyfikacji)
Faza 4 — Test Jog i weryfikacja:
- Startdrive → Control panel → Jog: ustaw 300 rpm, kliknij JOG+
- Monitoruj
r0021(prędkość),r0027(prąd) — porównaj z tabliczkowymi - Kierunek odwrotny? → zamień fazy lub
p1821 = 1 - Test STO: aktywuj →
r9722.0 = 1(STO_Active) → napęd nie generuje momentu
Faza 5 — Uruchomienie z PLC przez PROFINET:
- STW1 =
16#047F(Enable + RUN), HSW =16384→ 100% prędkościp2000 - Monitoruj ZSW1 (
r0052): bit 2 = gotowy, bit 4 = w ruchu - Zapisz do ROM:
p0971 = 1
Faza 6 — Safety komisjonowanie (jeśli dotyczy):
- Startdrive → Safety Integrated → Start safety commissioning
- Test STO z podpisem → Safety checksum (Safety ID) → zmień hasło
| Parametr diagnostyczny | Opis |
|---|---|
r0945 |
Kod ostatniego faultu |
r0021 |
Prędkość aktualna [rpm] |
r0027 |
Prąd aktualny [A] |
r0052 |
Słowo statusowe ZSW1 |
⚠️ Telegram
p0922musi być identyczny w napędzie i DB PLC. Niezgodność = pozornie poprawna komunikacja, ale bity na złych pozycjach.
⚠️ Po zmianie parametrów Safety obowiązkowy Safety Acceptance Test z raportem.
💡
Take online device as preset— TIA Portal wczyta konfigurację z istniejącego napędu jako punkt startowy.
Źródło: Siemens SINAMICS G120 Getting Started, Startdrive commissioning guide
16.11. Do czego służy blok funkcyjny MC_MoveJog w TIA Portal i jakie są jego podstawowe parametry wejściowe?
Blok funkcyjny MC_MoveJog w TIA Portal służy do sterowania osią z zadaną prędkością, najczęściej wykorzystywany jest do ruchu w trybie ręcznym (JOG), ale może być również używany w normalnym cyklu pracy maszyny.
- Jest to blok typu Enable, co oznacza, że działa tak długo, dopóki na jego wejściu
JogForwardlubJogBackwardpodany jest stan wysoki. Axis: Referencja do obiektu technologicznego (SpeedAxis, PositioningAxis, SynchronousAxis).JogForward(BOOL): Aktywuje ruch osi do przodu.JogBackward(BOOL): Aktywuje ruch osi do tyłu (jednoczesne aktywowanie obu powoduje błąd).Velocity(Long Real): Bezwzględna wartość prędkości, z jaką oś ma się poruszać (np. w mm/s); wartość ujemna jest traktowana jako bezwzględna, a kierunek nadajeJogForward/JogBackward.Acceleration,Deceleration,Jerk(Long Real): Parametry dynamiki ruchu; wartość -1 powoduje użycie parametrów skonfigurowanych w obiekcie technologicznym.PositionControl(BOOL): Aktywuje regulator pozycji (domyślnie True). Źródło: transkrypcje ControlByte
16.12. Jakie są kluczowe cechy i zachowania bloku MC_MoveJog podczas pracy?
Blok MC_MoveJog charakteryzuje się specyficznymi zachowaniami i wyjściami statusowymi, które informują o jego działaniu i umożliwiają dynamiczną kontrolę ruchu.
- Po aktywacji ruchu (np.
JogForward= True), na wyjściuBusypojawia się stan True, a po osiągnięciu zadanej prędkości, bitInVelocityrównież przyjmuje wartość True. - W przypadku błędnej parametryzacji (np. nieodpowiednie przyspieszenie), na wyjściu
Errorpojawia się True, aErrorIDwskazuje kod błędu (np. 8004h dla “Illegal acceleration specification”). - Podczas trwania ruchu możliwe jest dynamiczne zmienianie parametrów
Velocity,Acceleration,DecelerationiJerk“w locie”, co jest przydatne w aplikacjach wymagających adaptacji prędkości. - Podanie wartości 0 dla
Velocitypodczas aktywnego bloku spowoduje zahamowanie osi i utrzymanie prędkości zerowej. Źródło: transkrypcje ControlByte
16.13. Jakie są parametry enkoderów inkrementalnych i absolutnych — rozdzielczość, co mogą i czego nie mogą? 🟡
Enkoder inkrementalny — kluczowe parametry:
| Parametr | Typowe wartości | Opis |
|---|---|---|
| PPR (Pulses Per Revolution) | 100 / 512 / 1024 / 2048 / 4096 / 8192 | Impulsy na jeden pełny obrót osi enkodera |
| Napięcie zasilania | 5 V DC (TTL) / 12–24 V DC (HTL) | TTL = linie różnicowe, HTL = sygnał push-pull |
| Sygnały | A, B (faza 90°), Z (indeks/zerowy) | A+B → kierunek i liczba impulsów; Z → punkt odniesienia |
| Max częstotliwość | do 500 kHz (HTL) / do 1 MHz (TTL) | Limit dla modułu licznikowego lub wejścia HSC |
| Ochrona | IP54–IP67 | Zależnie od producenta i montażu |
Enkoder absolutny — kluczowe parametry:
| Parametr | Typowe wartości | Opis |
|---|---|---|
| Rozdzielczość single-turn | 12–25 bit | 17 bit = 131 072 pozycji/obrót (typowy HIPERFACE/EnDat) |
| Rozdzielczość multi-turn | 12 bit dodatkowe | 4096 pełnych obrotów liczonych niezależnie |
| Interfejs | SSI, EnDat 2.1/2.2, HIPERFACE, HIPERFACE DSL | Patrz Q16.13 |
| Czas odpowiedzi | do 8 µs (EnDat 2.2) | Limit dla krótkiego czasu cyklu napędu |
| Diagnostyka | temperatura, błędy wewnętrzne | Dostępna przez EnDat 2.2 i HIPERFACE DSL |
Co mogą:
- Precyzyjne pozycjonowanie do ±1 impulsu (inkrementalny) lub ±0.003° przy 17 bit (absolutny)
- Pomiar prędkości: $n = (f imes 60) / PPR$ [rpm]
- Multi-turn absolutny: śledzenie pozycji przez wiele obrotów bez zasilania bateryjnego
- Diagnostyka wewnętrzna (temperatura, błędy — EnDat 2.2, HIPERFACE DSL)
- Synchronizacja osi (
TO_ExternalEncoderw TIA Portal) — wałek wirtualny, master-slave
Czego nie mogą:
- Inkrementalny: nie pamięta pozycji po zaniku zasilania → zawsze wymaga homing po resecie
- Inkrementalny: nie ma jednoznacznej pozycji absolutnej → niebezpieczne przy osiach pionowych z obciążeniem
- Absolutny single-turn: zlicza tylko jeden obrót → po >360° traci pozycję absolutną
- Standard enkodery: nie są certyfikowane Safety → nie można ich używać dla SLS/SDI (wymagają enkoder Safety: HIPERFACE Safety lub EnDat Safety)
- HTL przy dużej prędkości: ograniczona częstotliwość (~500 kHz) → przy dużej prędkości i wysokim PPR może dochodzić do utraty impulsów
⚠️ Safety funkcje SLS/SDI: SINAMICS wymaga enkodera certyfikowanego Safety (HIPERFACE Safety lub EnDat Safety) wbudowanego w silnik — standardowy enkoder przemysłowy nie spełnia wymagań IEC 61800-5-2 dla „safe encoder feedback”.
💡 Przelicznik rozdzielczości: enkoder 1024 PPR z interpolacją ×4 (A, /A, B, /B) daje 4096 kroków/obrót — to standardowe zachowanie modułu HSC lub SINAMICS przy zliczaniu czterech zboczy.
[ZWERYFIKOWANE - IEC 61800-5-2 §6.2.13 (safe encoder feedback requirements for SLS/SDI); SINAMICS G120 Safety Function Manual (Entry ID: 109751595) — rozdz. enkodery Safety (HIPERFACE Safety, EnDat Safety)]
16.14. Jakie są interfejsy enkoderów i jak konfigurujesz enkoder w SINAMICS i TIA Portal? 🟡
Przegląd interfejsów:
| Interfejs | Typ sygnału | Napięcie | Kierunek | Typowe zastosowanie |
|---|---|---|---|---|
| TTL (A/B/Z) | Cyfrowy różnicowy | 5 V DC | Jednostronny | S7-1200 HSC, proste osi, tanie aplikacje |
| HTL (A/B/Z) | Cyfrowy push-pull | 12–24 V DC | Jednostronny | Środowisko przemysłowe, odporność na EMC |
| Sin/Cos 1 Vpp | Analogowy sinusoidalny | 5 V / 12 V | Jednostronny | G120 z CU240E, wysoka rozdzielczość przez interpolację |
| SSI | Szeregowy synchroniczny | 5 V / 12 V | Jednostronny | Absolutne enkoderzy starszej generacji |
| EnDat 2.1/2.2 | Szeregowy, dwukierunkowy | 5 V DC | Dwukierunkowy | S120, SIMOTION, nowoczesne SINAMICS — wysoka dynamika |
| HIPERFACE | Sin/Cos + RS-485 | 7–12 V DC | Dwukierunkowy | Silniki Siemens 1FK7/1FT7 (classic) |
| HIPERFACE DSL | Cyfrowy, tylko 2 żyły | 5 V DC | Dwukierunkowy | V90 z 1FG/1FK7 — kabel enkodera = kabel mocy |
Konfiguracja w SINAMICS Startdrive:
| Parametr | Opis | Przykładowe wartości |
|---|---|---|
p0400 |
Typ enkodera | 0=brak, 1=TTL/HTL inkr., 4=SSI, 9=EnDat 2.2, 11=HIPERFACE sin/cos |
p0404 |
Liczba PPR (impulsy/obrót) | 1024, 2048, 4096, 8192 |
p0406 |
Napięcie zasilania enkodera | 0=5V, 1=12V, 2=24V |
p0408 |
Liczba bitów SSI | 10–30 bit |
p0418 |
Współczynnik interpolacji sin/cos | 1024 lub 2048 |
p0431 |
Korekta offsetu enkodera (fine adjust) | Wartość w impulsach |
Konfiguracja Technology Object (TIA Portal Motion Control):
- TIA Portal → Technology objects → wybrany TO (
TO_PositioningAxislubTO_ExternalEncoder) - Zakładka
Encoder→Encoder type: Incremental / Absolute - Ustaw:
Data exchange type(np. PROFIdrive, analog sin/cos, HSC module) Encoder resolution: podaj PPR lub ilość bitów- Dla
TO_ExternalEncoder: wskaż moduł HSC (S7-1200) lub interfejs sieciowy enkodera (ET200S counting module)
Wejście HSC (High Speed Counter) w S7-1200/S7-1500 dla enkoderów TTL/HTL:
- S7-1200: wbudowane HSC (
HSC1–HSC6) — max 100 kHz na kanał; moduł SB 1221 High Speed zwiększa do 200 kHz - S7-1500T: moduł TM PosInput (6ES7138-6AA01) dla enkoderów sin/cos / TTL do 1 MHz
⚠️ PROFINET enkoder z Technology Object: telegram
102(z enkoderem) wymaga że SINAMICS odbiera pozycję z wbudowanego enkodera przez Startdrive, następnie przesyła ją do CPU przez PROFINET jako część PZD telegramu. Telegramy1i20nie zawierają danych enkodera — tylko prędkość!
💡 HIPERFACE DSL: jeden kabel do serwosiłnika zawiera jednocześnie zasilanie silnika (3 fazy + PE) i sygnał enkodera DSL — brak osobnego kabla enkodera. W Siemens: V90 współpracuje z silnikami 1FL6 (enkoder wbudowany), natomiast 1FK7 używa DRIVE-CLiQ z S120/S210 (OCT — One Cable Technology, Siemens Motion Connect kable).
[ZWERYFIKOWANE - SINAMICS V90 manual (Entry ID: 109781612) — rozdz. enkodery HIPERFACE DSL, One Cable Technology; SINAMICS G120 Safety Function Manual (Entry ID: 109751595) — parametry p0400/p0404 ⚠️ DO WERYFIKACJI w SINAMICS G120 Parameter Manual]
16.15. Czym są silniki IE5 (IPM / synchroniczne z magnesami trwałymi) i dlaczego zastępują klasyczne silniki indukcyjne w nowych projektach? 🟢
Silniki IE5 (Ultra-Premium Efficiency) to silniki synchroniczne z magnesami trwałymi wbudowanymi w wirnik (IPM — Interior Permanent Magnet). Są najwyższą klasą sprawności według IEC 60034-30-1.
Klasy sprawności silników (IEC 60034-30-1):
| Klasa | Opis | Sprawność (4-bieg., 11 kW) |
|---|---|---|
| IE1 | Standard | ~89% |
| IE2 | High Efficiency | ~91% |
| IE3 | Premium | ~92% |
| IE4 | Super Premium | ~94% |
| IE5 | Ultra Premium | ≥ 96% |
Dlaczego IE5 / IPM zastępuje silnik indukcyjny klatkowy:
- Sprawność: IE5 = ≥96% vs IE3 = ~92% → mniejszy pobór prądu, oszczędność energii
- Regulator: PMSM wymaga enkodera i wektorowego sterowania (FOC) — nie można go uruchomić przez prosty V/f; wymaga SINAMICS z silnikowym modułem
- Wygląd: silnik IE5 (np. SIMOTICS GP 1LA, seria 1PH PMSM) wygląda identycznie jak klasyczny silnik indukcyjny — tylko tabliczka znamionowa zdradza różnicę
- Wymaganie unijne: od 2023 roku w EU obowiązkowy IE3 dla silników ≥750W; nowe projekty kierują się w stronę IE4/IE5
IE5 w praktyce commissioning:
- Tabliczka znamionowa:
IPMlubPMSMzamiastIM(Induction Motor) - Parametryzacja napędu:
p0300 = 2(PMSM) zamiastp0300 = 1(IM) - Enkoder obowiązkowy (inkrementalny lub absolutny wbudowany) — napęd musi znać pozycję kątową wirnika z magnesami trwałymi, aby prawidłowo generować pole stojana (FOC)
- Identyfikacja silnika (p1910/p1960) przebiega inaczej niż dla IM — uwzględnia magnetyzację stałą magnesów
⚠️ Najczęstszy błąd: operator wymienia silnik IE3 (IM) na IE5 (IPM) i pozostawia
p0300 = 1— napęd próbuje magnetyzować silnik synchroniczny jak indukcyjny → natychmiastowy fault lub zniszczenie uzwojeń.
💡 Na rozmowie: pytanie “co zrobisz gdy dostajesz silnik który wygląda jak standardowy trójfazowy ale napęd nie chce się uruchomić?” → sprawdź typ:
IMvsPMSM/IPMna tabliczce → ustawp0300odpowiednio.
Źródło: transkrypcja ControlByte — przegląd silników w aplikacjach Motion Control
17. REALNE SCENARIUSZE COMMISSIONING
17.1. Maszyna startuje sama po ACK bez przycisku Start — co sprawdzasz?
Systematyczna checklista:
- Logika inicjalizacji OB100: czy po resecie CPU warunek Start jest
TRUEbez oczekiwania na zbocze? - HMI — typ eventu przycisku Start:
Press(zbocze) czyState(poziom)? Poziom =TRUEprzez cały czas trzymania → program widzi ciągły sygnał start - Logika startowa: czy warunek to zbocze narastające (
R_TRIG) czy poziomBOOL? Maszyny wymagają zbocza — jednorazowy impuls - Fizyczny przycisk: czy styk NO nie jest przyklejony lub przewód zwarty?
- Safety ACK + start w logice: jeśli ACK kasuje blokadę i jednocześnie zmienna startowa jest aktywna (nie skasowana po awaryjnym zatrzymaniu) — maszyna ruszy
⚠️ Pułapka Safety + Start: logika musi wymagać nowego impulsu Start po ACK. ACK samo w sobie nie powinno uruchamiać napędów.
[ZWERYFIKOWANE - TIA Portal Help: Safety program, ACK logic; EN 60204-1 §10.7 (start/restart requirements after safety stop); SIMATIC Safety - Konfiguracja i programowanie (Entry ID: 109751404)]
17.2. HMI pokazuje alarm którego nie ma w projekcie TIA Portal — skąd pochodzi?
Możliwe źródła „obcych” alarmów:
| Źródło | Opis | Gdzie szukać |
|---|---|---|
| System alarm (auto) | Generowany przez TIA Portal dla zdarzeń sprzętowych (moduł offline, błąd Safety, utrata komunikacji) | HMI → System alarms → Diagnostic alarms |
| Stary projekt HMI | Alarm do tagu który już nie istnieje — „stale” wpisy w alarm buffer | TIA Portal → HMI Alarms → Discrete Alarms → szukaj po numerze |
| Alarm z urządzenia | Napęd/robot wysyła alarm diagnostyczny przez PROFINET alarm mechanism | WinCC → Diagnostic alarms lub alarm z adresem sprzętowym |
💡 Procedura: TIA Portal → HMI Alarms → Discrete Alarms / Analog Alarms — filtruj po numerze alarmu. Jeśli brak → sprawdź
System alarms → Diagnostic alarms.
[ZWERYFIKOWANE - TIA Portal Help: HMI Alarms, System alarms, Diagnostic alarms; PROFINET diagnostics Application Example (Entry ID: 109484728)]
17.3. Moduł ET200SP nie pojawia się w sieci po podłączeniu — lista kroków diagnostycznych.
- Kabel fizyczny: czy dioda LINK/ACT na porcie modułu lub switcha miga? Zamień kabel.
- Zasilanie BusAdapter: ET200SP wymaga zasilania
BA 2×RJ45lubBA SCRJ— czyL+iMpodłączone? - Nazwa PROFINET: brak nazwy → moduł nowy/po resecie → TIA Portal → Online →
Accessible devices→ przypisz nazwę - Duplikat nazwy PROFINET: dwa moduły o tej samej nazwie → konflikt — sprawdź całą sieć przez PRONETA
- Switch / VLAN: czy moduł w tej samej VLAN co CPU? (SCALANCE CLI lub Web GUI → port status)
- Mapa topologii: Online →
Devices & Networks→ Topology view → czy moduł widoczny? - GSDML / firmware: stary hardware z nowym projektem może wymagać aktualizacji firmware modułu
💡 PRONETA → skan sieci → sprawdź czy moduł odpowiada na ARP — szybki sposób bez TIA Portal.
[ZWERYFIKOWANE - SIMATIC ET 200SP (Siemens); PROFINET diagnostics Application Example (Entry ID: 109484728) — rozdz. PRONETA, network scan, device name assignment]
17.4. Napęd SINAMICS G120 świeci ciągłym czerwonym LED i nie kasuje się — co robisz? 🟢
Ciągły czerwony RDY LED = aktywny fault (F-alarm), nie alarm (A-alarm, który jest żółty).
Procedura diagnostyki:
- Odczytaj kod:
r0945[0]w Startdrive (online) lub na panelu BOP-2 → zapiszr0945[0..7] - Sprawdź w Parameter Manual: każdy
Fxxxxxma opis przyczyny i działania korygującego - Najczęstsze:
F30001(przetężenie wyjścia / overcurrent),F07800-F07802(temperatura silnika),F30002(przepięcie / nadnapięcie DC-bus — overvoltage),F30004(przegrzanie radiatora — overtemperature heatsink)
⚠️ Jeśli fault kasuje się ale wraca natychmiast: przyczyna fizyczna wciąż aktywna — nie idź dalej bez usunięcia przyczyny.
⚠️ Fault nie daje się skasować → sprawdź czy STO nie jest aktywne (
r9772= STO status) — napęd nie ruszy ani się nie skasuje przy aktywnym STO.
💡 Jeśli kasowanie przez sieć nie działa: hardware reset — chwilowe odcięcie zasilania 24V Control Unit (zachowaj 400V Power Module).
[ZWERYFIKOWANE - SINAMICS G120 (Siemens); kody faultów F30001/F07800-F07802 ⚠️ DO WERYFIKACJI w SINAMICS G120 Parameter Manual (Fault and Alarm List); STO status r9772 ⚠️ DO WERYFIKACJI w SINAMICS G120 Safety Function Manual (Entry ID: 109751595)]
17.5. CPU przeszło w STOP podczas produkcji — pierwsze 3 kroki. 🟢
CPU w STOP = zatrzymanie wszystkich wyjść. Prawidłowa kolejność: odczyt → diagnoza → przyczyna → dopiero wtedy akcja.
Kroki:
- Odczytaj informację ze sprzętu: wyświetlacz S7-1500 pokazuje skrócony opis przyczyny STOP. Dioda RUN/STOP: ciągłe żółte = STOP. Zanotuj wszystko zanim podłączysz się do sieci.
- Diagnostics buffer w TIA Portal: Online → CPU →
Diagnostics → Diagnostic buffer. Ostatni wpis = przyczyna zatrzymania.
| Typowa przyczyna STOP | Co oznacza |
|---|---|
Time error OB cyclic |
Scan time przekroczony — za dużo kodu lub zablokowane wywołanie FB |
STOP requested by program |
Instrukcja STP w kodzie — szukaj w bloku aktywnym w chwili STOP |
Hardware failure |
Moduł I/O wypadł z konfiguracji lub zwarcie |
Safety STOP |
F-CPU wykryło błąd Safety — sprawdź F-Runtime group |
- Nie uruchamiaj niczego zanim nie znasz przyczyny.
⚠️ Zakaz Download przed diagnozą: Download kasuje Diagnostics buffer na CPU — tracisz ślad przyczyny. Zawsze odczytaj Diagnostic buffer PRZED downloadem.
💡 Warm restart a STOP:
Warm restart(Run) bez zrozumienia przyczyny = maszyna może natychmiast znów wejść w STOP. Jeśli przyczyną jest zwarcie I/O, warm restart tylko powtórzy błąd.
[ZWERYFIKOWANE - TIA Portal Help: CPU Diagnostic buffer, STOP modes; SIMATIC S7-1500 (Siemens)]
17.6. Po czym poznajesz, że projekt w TIA Portal jest skalowalny? 🟡
Skalowalny projekt TIA Portal to taki, który można rozszerzać (nowe urządzenia, sekcje, osie) bez przepisywania istniejącego kodu — tylko przez parametryzację lub powielanie gotowych wzorców.
Cechy skalowalnego projektu:
- Global Library / Project Library (PLCtype): każda nowa instancja = przeciągnięcie z biblioteki. Zmiana w typie → aktualizacja wszystkich instancji jednym kliknięciem.
- UDT jako interfejs danych: struktury UDT dla każdego urządzenia (np.
typeValve: cmd, status, alarm, mode) — dodanie nowego zaworu = 1 zmienna UDT. - Tablice + pętle FOR: zamiast 20 identycznych sieci LAD — jeden FB parametryzowany indeksem. Dodajesz urządzenie 21 przez zwiększenie
MAX_DEVICES. - Symbolic addressing only: zmiana konfiguracji sprzętowej (nowa karta IO, zmiana slotu) nie łamie programu.
- Rezerwa slotów i adresów PROFINET: nowe moduły dodajesz bez przesypywania konfiguracji.
- Modularny kod Safety: każda strefa jako osobny F-FB z własnym
ACKiPASS_OUT. - Spójna konwencja nazw: np.
++STATION_Drive01— autogeneracja dokumentacji i wyszukiwanie po wzorcu.
⚠️ Red flags braku skalowalności: copy-paste FC z ręczną edycją numerów, absolutne adresy
I0.0/Q0.0, brak bibliotek, każdy napęd w osobnym OB.
💡 Na rozmowie: skalowalność = biblioteki + UDT + tablice. Pokaż przykład: “Mamy 12 zaworów w tablicy, dodanie 13. to zmiana jednej stałej
MAX_VALVES.”
[ZWERYFIKOWANE - TIA Portal Help: Global Library, Project Library, UDT; IEC 61131-3 §6.4 (structured programming, data types, arrays)]
17.7. Co sprawdzasz na FAT (Factory Acceptance Test) dla instalacji z Safety? 🟡
FAT (Factory Acceptance Test) to weryfikacja systemu u producenta maszyny przed wysyłką do klienta. Dla Safety obejmuje funkcjonalne testy każdej funkcji bezpieczeństwa zgodnie z wymaganiami normy EN ISO 13849-1 i dokumentacją techniczną.
- Weryfikacja F-Signatures (F-DB i F-CPU): sprawdź match między TIA Portal a CPU → F-Program → Signature Comparison
- Test każdego E-Stop fizycznie: wciśnij → CPU pasywuje → wyjścia = substitute values → zwolnij → ACK → restart
- Test discrepancy: symuluj opóźnienie jednego kanału 1oo2 > discrepancy time → passivation
- Test muting: aktywuj oba czujniki muting w oknie czasowym → kurtyna działa → odblokowanie
- Test napędów Safety: sprawdź STO, SS1, SLS każdej osi — porównaj z Safety Matrix
- Documented: każdy test zapisany w protokole FAT z datą, podpisem, numerem PO
- Checklista: F-Version, F-Address, F-Monitoring Time, passivation time, substitute values
[ZWERYFIKOWANE - SIMATIC Safety - Konfiguracja i programowanie (Entry ID: 109751404) — rozdz. FAT checklist, F-Signature; EN ISO 13849-1 §10 (validation — dokumentacja, testy funkcjonalne)]
17.8. Jak realizujesz SAT (Site Acceptance Test) po dostarczeniu maszyny do klienta? 🟡
SAT (Site Acceptance Test) to weryfikacja systemu na miejscu klienta po instalacji. Różni się od FAT tym, że uwzględnia rzeczywiste środowisko: okablowanie obiektowe, medium procesowe, warunki bezpieczeństwa operacyjnego.
- Krok 1: Upload projektu z CPU i porównaj z referencją z FAT (Project → Compare)
- Krok 2: Sprawdź F-Signature CPU vs wartość zapisana w FAT-protokole — muszą być identyczne
- Krok 3: Fizyczny test E-Stop i kurtyn w normalnych warunkach pracy maszyny
- Krok 4: Próba produkcyjna z rzeczywistym materiałem (opcjonalnie)
- Krok 5: Przeszkolenie operatorów i techników serwisu
- Dokumentacja: protokół SAT + podpis inżyniera Safety i przedstawiciela klienta
- Jeśli F-Signature różni się od FAT → STOP — ktoś zmienił program po FAT, eskalacja
[ZWERYFIKOWANE - SIMATIC Safety - Konfiguracja i programowanie (Entry ID: 109751404) — rozdz. SAT, F-Signature verification; IEC 62061 §8.4 (validation and verification procedures)]
17.9. Jak podejść do diagnostyki nieznanego lub legacy projektu TIA Portal, który przejmujesz po raz pierwszy? 🟡
Scenariusz: dostajesz maszynę z projektem TIA Portal od innego integratora lub starszą wersję — musisz zrozumieć co robi i ewentualnie poprawić usterki.
Krok po kroku — archeologia projektu:
- Wersja TIA Portal: sprawdź
~AL\project.hmilub po prostu próbuj otworzyć — TIA informuje o wersji źródłowej; pobierz właściwą wersję (nie uaktualniaj bez decyzji) - Firmware CPU: Online → Device → Properties → porównaj z wymaganiami projektu;
r0018= firmware napędu - Upload z CPU: Online → Upload Device as New Station — zawsze upload najpierw zanim cokolwiek zmienisz; masz wtedy rzeczywisty state PLC
- Compare Online/Offline: Online → Compare → rozwiń różnice; każda różnica = ktoś zmieniał na żywym obiekcie bez zapisu projektu
- Diagnostics Buffer: Online → Diagnostics → Diagnostics buffer — historia alarmów sprzętowych CPU; szukaj wzorców czasowych
- Cross-References: w TIA Portal: Extras → Cross-references → szukaj gdzie i jak używana jest zmienna alarmowa
- F-Signature: jeśli Safety — odczytaj F-Signature i porównaj z dokumentacją SAT; brak dokumentacji = czerwona flaga
- Komentarze w kodzie: często brakuje — szukaj w historii edycji (
git blameo ile projekt jest w SVN/GIT) lub wypytaj poprzedniego komisjonera - HMI Cross-reference: czy zmienne HMI odpowiadają zmiennym PLC (tag table); rozbieżności = źródło problemów
Zasady bezpieczeństwa:
- Nie zmieniaj nic bez zrozumienia konsekwencji
- Rób kopię zapasową przed każdą modyfikacją (Project → Save As)
- Dokumentuj każdą zmianę nawet jeśli projekt nie miał żadnej dokumentacji
- Jeśli Safety — każda zmiana wymaga nowego SAV/F-Signature i akceptacji klienta
⚠️ Pułapka: Upload z CPU nie zawsze daje pełny projekt — symbolicznie nazwane zmienne mogą być zastąpione adresami absolutnymi; komentarze i UDT mogą być stracone.
💡 Na rozmowie: pokaż, że znasz procedurę upload + compare + diagnostics buffer — to klasyczny scenariusz serwisowy. Wspomnij o F-Signature dla projektów Safety.
Źródło: praktyka commissioning, transkrypcja ControlByte
18. TIA PORTAL — ZAAWANSOWANE FUNKCJE
18.1. Co to są Project Libraries vs Global Libraries i kiedy używasz każdej?
Biblioteki TIA Portal umożliwiają wielokrotne użycie i wersjonowanie bloków, typów PLC, ekranów HMI i UDT.
| Cecha | Project Library | Global Library |
|---|---|---|
| Zakres | Jeden projekt TIA Portal | Wiele projektów (plik .al17) |
| Zastosowanie | Standardy jednej linii/zakładu | Firmowe szablony wieloprojektowe |
| Przykłady | FB napędu specyficzny dla klienta | SICAR Tec Units, certyfikowane F-bloki |
| Wersjonowanie | Tak (w ramach projektu) | Tak (niezależnie od projektu) |
| Udostępnianie | Export/import między projektami | Otwierasz plik .al17 bezpośrednio |
Workflow:
- Rozwijaj i testuj elementy w Global Library
- Insertuj do Project Library w docelowym projekcie
- Deploy do programu PLC jako instancje
💡 Wersjonowanie: zmiana w Global Library (nowa wersja FB) → w każdym projekcie znajdziesz alert “Update available” — aktualizujesz selektywnie, nie przez przypadek.
[ZWERYFIKOWANE - TIA Portal Help: Global Libraries, Project Libraries, Library versioning; IEC 61131-3 §6.6 (program organization units, reuse)]
18.2. Jak robisz partial download żeby nie resetować całego CPU?
TIA Portal rozróżnia typy downloadów — wybierz najmniej inwazyjny dla sytuacji:
| Typ downloadu | CPU w RUN? | Kiedy używać |
|---|---|---|
| Software (only changes) | ✅ Tak | Poprawka kodu, nowy blok — bez zmiany HW |
| HW and SW (only changes) | ⚠️ Krótki STOP | Nowy moduł IO, zmiana IP, zmiana konfiguracji |
| All | ❌ STOP wymagany | Pełne wgranie projektu — unikaj na produkcji |
Procedura partial download:
- Skompiluj projekt
Compile → All— brak błędów = warunek konieczny Compare offline/online— sprawdź diff co faktycznie się różni przed downloademDownload to device → Software (only changes)→ zaznacz CPU →Load- Potwierdź synchronizację — TIA Portal pokaże listę zmienionych bloków
⚠️ Safety partial download: zmiany w programie Safety zawsze wymagają akceptacji F-signature przez uprawnionego użytkownika. Safety runtime przechodzi przez
LOCK → RUN(~1s). Standard może działać, ale napędy Safety (STO) chwilowo nieaktywne.
💡 Sprawdź przed:
Online & Diagnostics → Compare— zidentyfikuj różnice. Nieoczekiwane zmiany (np. ktoś edytował online) staną się widoczne zanim je nadpiszesz.
[ZWERYFIKOWANE - TIA Portal Help: Download to device, Partial download, Compare offline/online; SIMATIC Safety - Konfiguracja i programowanie (Entry ID: 109751404) — rozdz. Safety partial download procedure]
18.3. Do czego służy OPC UA w TIA Portal i jak go aktywujesz?
OPC UA (Open Platform Communications Unified Architecture) to otwarte, bezpieczne API do integracji PLC z systemami SCADA, MES, ERP, chmurą i IT (Python, C#, Java). Kluczowe zalety nad S7-Protocol/Modbus: standaryzacja, szyfrowanie TLS 1.2, certyfikaty X.509, model obiektowy (nodes, methods, events).
Aktywacja w TIA Portal:
- CPU properties →
OPC UA→Server→Enable OPC UA server - Ustaw port (domyślny:
4840) i certyfikat bezpieczeństwa - Wybierz węzły:
All tags(wszystkie tagi PLC) lubSelected DBs(wybrane bloki danych) - Skonfiguruj
Security Policy:None(dev),Basic256Sha256(produkcja) - Pobierz certyfikat serwera dla klienta — potrzebny do połączenia
Typowe zastosowania:
- WinCC Advanced/Unified → monitoring i SCADA
- Node-RED → dashboard prototypowy, IoT gateway
- Python
asyncualibrary → analityka danych, integracja z chmurą - Kepware / Ignition → integracja MES/ERP
⚠️ Ograniczenia OPC UA: opóźnienie ~10–50ms vs PROFINET RT <1ms. Nie używaj OPC UA do sterowania real-time — wyłącznie do monitoringu, parametryzacji, zbierania danych.
💡 Security w produkcji: zawsze włącz
Basic256Sha256+ certyfikaty. OPC UA bez szyfrowania to otwarta furtka do odczytu (i zapisu!) wszystkich tagów PLC.
[ZWERYFIKOWANE - IEC 62541 (OPC UA standard — security, certificates); TIA Portal Help: OPC UA Server configuration; SIMATIC S7-1500 OPC UA (Siemens)]
18.4. Czym jest SIMATIC ProDiag i jak konfigurujesz pierwsze monitory diagnostyczne? 🟡
ProDiag (Process Diagnostics) to narzędzie TIA Portal do tworzenia automatycznej diagnostyki maszynowej generując alarmy HMI wprost z warunków logicznych PLC bez programowania w blokach.
- Dostępny od: TIA Portal V14 SP1, dla S7-1500 i ET200SP z CPU
- Konfiguracja: Devices & Networks → CPU → ProDiag → Add monitor
- Monitor = warunek logiczny (np. „siłownik nie dosunął się w 5s”) → automatyczny alarm HMI + log
- Typy monitorów: Supervision (stan), Process Monitor (czas reakcji), Travel movement (pozycja)
- Krok 1: Zdefiniuj warunek triggering (bool z programu PLC)
- Krok 2: Przypisz tekst alarmu (wielojęzyczny) i kategorie (Error, Warning, Info)
- Krok 3: Skompiluj → alarmy automatycznie pojawiają się w HMI bez dodatkowej konfiguracji WinCC
- Korzyść: czas od awarii do diagnozy przyczyny bez przeglądania kodu — operator widzi kontekst
[ZWERYFIKOWANE - TIA Portal ProDiag (Siemens); SIMATIC ProDiag dostępny od TIA Portal V14 SP1 dla S7-1500 i ET200SP CPU]
19. COMMISSIONING — DODAWANIE STACJI I URZĄDZEŃ DO PROJEKTU
19.1. Jak krok po kroku dodajesz nową wyspę sygnałową ET200SP Safety (F-peripheral) do istniejącego projektu? 🟡
Procedura commissioning nowej stacji ET200SP z modułami F-DI/F-DQ:
Faza 1 — Projekt TIA Portal (offline):
Devices & Networks→Add new device→ET 200SP→ wskaż numer katalogowy IM (np.6ES7155-6AU01-0BN0)- Ustaw IP address i PROFINET device name (unikalne w sieci)
- Dodaj moduły w slotach: BaseUnit + F-DI/F-DQ — kolejność slotów = kolejność fizyczna na szynie
- Każdy moduł F:
Properties → Safety→ ustaw F-Address (unikalny w ramach F-CPU, zakres 1–65534) - Parametry F: discrepancy time (10–200ms), sensor supply, substitute value, F-monitoring time
Compile → Hardware + Software (rebuild all)
Faza 2 — Przypisanie adresu PROFINET (online):
Go online→Assign PROFINET device name→ wyszukaj po MAC → przypisz nazwę
Faza 3 — Przypisanie PROFIsafe address:
- Prawym na moduł F →
Assign PROFIsafe address→ diody LED migają → potwierdź - Adres zapisywany w elemencie kodującym (EK) na BaseUnit — nie przepada przy wymianie modułu
Faza 4 — Download i weryfikacja:
Download to device → Hardware and software (only changes)- Sprawdź Diagnostics buffer — brak nowych błędów, moduły online zielone
- Monitoruj F-DB:
PASS_OUT = FALSE= prawidłowa praca - Test Safety: zasymuluj zadziałanie czujnika → sprawdź passivation i reakcję logiki
Typowe pułapki:
- IP kolizja lub brak 24V BusAdapter → IM nie odpowiada na ping
- Czerwony LED F-DI → sprawdź okablowanie czujnika lub parametr Sensor supply
- Typ BaseUnit (P/A) musi pasować do modułu I/O
⚠️ F-Address musi być unikalny w całym F-CPU — duplikat = błąd PROFIsafe.
💡 EK (element kodujący): wymiana uszkodzonego modułu F nie wymaga ponownego przypisania F-Address.
[ZWERYFIKOWANE - SIMATIC ET 200SP (Siemens); SIMATIC Safety - Konfiguracja i programowanie (Entry ID: 109751404) — rozdz. konfiguracja ET200SP, F-Address, element kodujący]
19.2. Jak dodajesz wyspę pneumatyczną SMC (seria EX600) do projektu TIA Portal przez PROFINET?
Wyspa zaworów pneumatycznych SMC EX600 komunikuje się przez PROFINET jako standardowe urządzenie I/O (nie Safety).
Krok 1 — Instalacja GSDML:
- Pobierz GSDML ze strony SMC (
smcworld.com→ Support) — wersja musi odpowiadać hardware revision z tabliczki - TIA Portal →
Options → Manage GSD files → Install→ wskaż plik.xml
Krok 2 — Konfiguracja w TIA Portal:
- Przeciągnij
EX600z Hardware Catalog do Network view, połącz z CPU - Ustaw IP Address i PROFINET device name
- Device view: skonfiguruj sloty modułów zaworów (1 bajt = 8 zaworów) — liczba = fizyczna konfiguracja
- Opcjonalnie: moduł diagnostyczny i moduł wejść (DI) czujnikowych
Krok 3 — Przypisanie nazwy PROFINET:
Assign PROFINET device name→ wyszukaj po MAC → przypisz- Alternatywnie: wbudowany web server wyspy (domyślne IP
192.168.0.1)
Krok 4 — Program i test:
- Adresy Q sterują elektrozaworami:
Q0.0 = TRUE→ zawór 1 otwarty - Test:
Force Valuesw TIA Portal → sprawdź fizycznie czy zawór zadziałał - Sprawdź ciśnienie zasilania wyspy (4–7 bar) — brak ciśnienia = zawory aktywne ale siłownik stoi
Typowe pułapki:
- GSDML niezgodna z hardware revision →
Invalid device configuration - Liczba slotów w TIA ≠ fizyczna →
Configuration mismatch - Duplikat nazwy PROFINET w sieci → brak komunikacji
⚠️ GSDML musi odpowiadać hardware revision z tabliczki znamionowej urządzenia.
💡 Większość urządzeń PROFINET (SMC, WAGO, Festo) ma wbudowany web server — szybka diagnoza bez TIA Portal.
[ZWERYFIKOWANE - TIA Portal Help: GSDML installation, PROFINET device name assignment; SIMATIC NET PROFINET (Siemens)]
19.3. Jak krok po kroku dodajesz napęd SINAMICS G120 przez PROFINET do projektu TIA Portal?
Faza 1 — Przygotowanie sprzętowe:
- Sprawdź CU (musi obsługiwać PROFINET: CU240E-2 PN lub CU250S-2 PN) i Power Module (PM)
- IP można przypisać przez TIA Portal (auto-assign), BOP2 (parametry PROFINET
p0918–p0924⚗️ DO WERYFIKACJI) lub Startdrive - Sprawdź firmware:
r0018na BOP2 — zapisz wersję dla kompatybilności z TIA Portal
Faza 2 — Konfiguracja w Startdrive (TIA Portal):
Add new device→SINAMICS G120→ wybierz CU i PM- Alternatywnie:
Accessible devices→ wykryj online →Take online device as preset(zachowa parametry) - Network view: połącz z PLC, ustaw IP i PROFINET device name
- Telegram PROFIdrive
p0922: 1 = standardowy, 20 = rozszerzony, 352 = Safety Integrated - Drive parameters: dane tabliczkowe silnika lub numer katalogowy
Faza 3 — Safety (jeśli STO/SS1 przez PROFIsafe):
- Startdrive → Safety Integrated → Enable
- Źródło komend:
Via PROFIsafe/Via terminals/ oba - Ustaw F-Address (identyczny w TIA Portal i napędzie)
- Funkcje Safety: STO, SS1 (
p9560= czas rampy), SLS (p9531= max prędkość) - Safety Commissioning password — ustaw własne w produkcji
Faza 4 — Motor identification:
- Napęd w stanie Ready → Static identification (~30s, silnik stoi)
- Opcjonalnie: Speed controller optimization (silnik się obraca — zabezpiecz strefę)
- Sprawdź
r0047 = 0po identyfikacji
Faza 5 — Download i weryfikacja:
Download to device → Hardware and software- Przypisz PROFINET device name:
Accessible devices→ MAC → assign - Online: Control/Status words → STW1 z CPU, ZSW1 z napędu
- Test: STW1 bit 0+3 = ON + Enable, zadaj prędkość → sprawdź
r0002 = 7(Run) - Test STO: aktywuj →
r9722.0 = 1→ napęd nie generuje momentu
Faza 6 — Safety komisjonowanie (obowiązkowe):
- Startdrive → Safety commissioning → test STO z podpisem → Safety checksum (Safety ID)
- Zmień hasło komisjonowania Safety po zakończeniu
⚠️ Telegram
p0922musi być identyczny w napędzie i DB PLC — niezgodność = bity sterowania na złych pozycjach.
⚠️ Po każdej zmianie parametrów Safety wymagany Safety Acceptance Test z raportem.
💡
Take online device as preset— idealne gdy napęd był wcześniej skonfigurowany (legacy).
[ZWERYFIKOWANE - SINAMICS G120 Safety Function Manual (Entry ID: 109751595) — procedura komisjonowania Safety; SIMATIC Safety - Konfiguracja i programowanie (Entry ID: 109751404) — rozdz. PROFIsafe, F-Address napędu; parametry p0922/p9560/p9531 ⚠️ DO WERYFIKACJI w SINAMICS G120 Safety Function Manual]
19.4. Jak dodajesz stację ET200MP z modułami Safety do istniejącej linii produkcyjnej z wieloma stacjami PROFINET?
ET200MP to wariant wysp I/O Siemens w formacie S7-300 (35mm) — stosowany gdy potrzebne są moduły o większej gęstości kanałów niż ET200SP.
Krok 1 — Planowanie adresacji:
- Sprawdź istniejącą tabelę adresów: wolny adres IP w podsieci, wolna nazwa PROFINET, wolne zakresy F-Address
- Zweryfikuj, czy F-Address nie kolidują z innymi stacjami F-I/O — duplikat = PROFIsafe error na OBU stacjach
Krok 2 — Konfiguracja w TIA Portal:
Add new device→ET 200MP→ wybierz IM (np. IM155-5 PN) — numer katalogowy z tabliczki- Device view: wstaw moduły w slotach — kolejność musi odpowiadać fizycznej konfiguracji na szynie
- Dla modułów F-DI/F-DQ: zakładka Safety → F-Address, discrepancy time, sensor evaluation, test pulse
- Network view: połącz z F-CPU, sprawdź, że PROFINET subnet jest wspólna
Krok 3 — Podłączenie fizyczne:
- Kabel PROFINET RJ45 z istniejącego switcha/portu IM do nowej stacji
- Sprawdź topologię: ring (MRP) wymaga dwóch kabli, linia jeden kabel
- Zasilanie 24V DC: osobne zasilanie dla IM i osobne dla modułów I/O (rozdzielone w ET200MP)
Krok 4 — Online: nazwy, adresy, download:
Assign PROFINET device namepo MACAssign PROFIsafe addressdla każdego modułu F- Download → sprawdź Diagnostic Buffer → moduły zielone
- Test Safety: wymuś sygnał na F-DI → sprawdź reakcję w F-programie
Praktyka commissioning: Na działającej linii — NIGDY nie rób „Download all” do F-CPU. Użyj „Download only changes” (delta download) — inaczej zatrzymasz Safety na całej linii i wymusisz pełny Safety Acceptance Test.
[ZWERYFIKOWANE - SIMATIC ET 200MP (Siemens); SIMATIC Safety - Konfiguracja i programowanie (Entry ID: 109751404) — rozdz. konfiguracja ET200MP F-I/O, delta download Safety]
19.5. Co to jest „Assign PROFIsafe address” i dlaczego jest wymagane osobno od konfiguracji TIA Portal?
PROFIsafe address (F-Address) to unikalny identyfikator urządzenia Safety w sieci PROFIsafe. Musi być zapisany zarówno w projekcie TIA Portal (konfiguracja) jak i fizycznie w urządzeniu — i muszą się zgadzać.
- Dlaczego osobno? F-Address jest zapisywany w urządzeniu niezależnie od download projektu — jako zabezpieczenie przed przypadkową podmianą modułów. Gdyby F-Address był nadawany automatycznie przy download, wymiana modułu na identyczny w innym slocie mogłaby pozostać niezauważona → zagrożenie bezpieczeństwa
- Mechanizm w ET200SP: F-Address jest zapisywany w elemencie kodującym (EK — Codierelement) na BaseUnit, nie w samym module F-DI/F-DQ. Wymiana uszkodzonego modułu F nie wymaga ponownego „Assign PROFIsafe address” — adres pozostaje w EK
- Mechanizm w ET200MP: F-Address jest zapisywany w profilu modułu na szynie backplane
- W napędach SINAMICS: F-Address jest zapisywany w CU napędu (parametr wewnętrzny) — wymiana CU wymaga ponownego przypisania F-Address
Procedura „Assign PROFIsafe address” w TIA Portal:
- Prawy klik na moduł F w network/device view →
Assign PROFIsafe address - Diody LED na module migają (identyfikacja fizyczna — potwierdź, że to właściwy moduł)
- Potwierdź → adres jest zapisywany w urządzeniu
- Powtórz dla każdego modułu F w stacji
Praktyka commissioning: Przy rozbudowie istniejącej instalacji — spisz tabelę F-Address dla całej linii PRZED rozpoczęciem pracy. Kolizja F-Address jest trudna do zdiagnozowania i objawia się passivation na pozornie losowych modułach.
Źródło: SIMATIC Safety - Konfiguracja i programowanie, rozdział „Zalecenia dotyczące przypisywania adresu PROFIsafe” [ZWERYFIKOWANE]
19.6. Jak dodajesz urządzenie firm trzecich (np. Festo, Beckhoff, WAGO) do projektu TIA Portal przez PROFINET?
Urządzenia firm trzecich komunikują się z PLC Siemens przez PROFINET jako standardowe I/O devices, ale wymagają instalacji pliku GSDML (GSD Markup Language) — odpowiednika sterownika urządzenia.
Krok 1 — Pozyskanie GSDML:
- Producent urządzenia udostępnia plik
.xml(GSDML) na swojej stronie wsparcia technicznego - GSDML musi odpowiadać hardware revision — numer rewizji jest na tabliczce znamionowej urządzenia. Niezgodna wersja → „Module does not match” lub brak urządzenia w katalogu
Krok 2 — Instalacja w TIA Portal:
Options → Manage general station description files (GSD)→Install- Wskaż folder z pobranym plikiem
.xml→ zainstaluj - Urządzenie pojawi się w Hardware Catalog w kategorii
Other field devices → PROFINET IO
Krok 3 — Konfiguracja:
- Przeciągnij urządzenie z katalogu do Network view → połącz z PLC
- Ustaw IP address i PROFINET device name
- Device view: skonfiguruj sloty/subsloty wg dokumentacji producenta (liczba i kolejność modułów musi odpowiadać fizycznej konfiguracji)
- Jeśli urządzenie ma wbudowany web server (większość nowoczesnych urządzeń PROFINET) — wpisz IP w przeglądarkę dla szybkiej diagnostyki
Krok 4 — Online:
Assign PROFINET device namepo MAC address- Download configuration do PLC
- Sprawdź online status: zielone → komunikacja OK, czerwone → sprawdź GSDML version, IP, nazwę
Typowe problemy:
- Niekompatybilna wersja GSDML → „Station not configured” alarm w PLC
- Urządzenie nie odpowiada na
Assign device name→ sprawdź, czy firmware urządzenia obsługuje DCP (Discovery and Configuration Protocol) - Duplikat nazwy PROFINET w sieci → jedno z urządzeń traci komunikację
Praktyka commissioning: Przed wyjazdem na obiekt — pobierz GSDML dla WSZYSTKICH urządzeń firm trzecich i zainstaluj w TIA Portal. Na obiekcie bez internetu nie pobierzesz brakującego pliku.
[ZWERYFIKOWANE - TIA Portal Help: GSD file installation, PROFINET IO third-party devices; SIMATIC NET PROFINET (Siemens)]
19.7. Jak wygląda procedura wymiany uszkodzonego modułu ET200SP na działającej linii (hot swap)?
Wymiana modułu ET200SP na działającej linii produkcyjnej to standardowa procedura serwisowa. ET200SP obsługuje wymianę modułów „na gorąco” (hot swapping) bez wyłączania całej stacji.
Warunki hot swap:
- Nowy moduł musi być identycznego typu (ten sam numer katalogowy) jak uszkodzony
- BaseUnit pozostaje na szynie — wymieniasz tylko moduł elektroniczny (electronic module)
- Element kodujący (EK) na BaseUnit zachowuje F-Address — nie trzeba ponownie przypisywać PROFIsafe address
Procedura krok po kroku:
- Identyfikacja uszkodzonego modułu — w TIA Portal online: moduł z czerwonym statusem lub w Diagnostic Buffer. Fizycznie: czerwona/pomarańczowa dioda LED na module
- Odłóż moduł — odblokuj zatrzask, wysuń moduł elektroniczny z BaseUnit. Stacja kontynuuje pracę — pozostałe moduły nie tracą komunikacji
- Włóż nowy moduł — ten sam typ → moduł automatycznie przejmuje konfigurację. Diody przechodzą z pomarańczowej na zieloną w ciągu kilku sekund
- Weryfikacja — TIA Portal online: moduł zielony, brak nowych wpisów diagnostycznych. Dla modułów F: sprawdź
PASS_OUT = FALSE(brak passivation) - Jeśli moduł F był w stanie passivation — może wymagać reintegration (ACK z programu Safety lub przycisk Reset na HMI)
Czego NIE wymaga wymiana identycznego modułu:
- Nie trzeba download do PLC
- Nie trzeba ponownej konfiguracji w TIA Portal
- Nie trzeba Assign PROFIsafe address (dla ET200SP — adres w EK na BaseUnit)
Praktyka commissioning: Trzymaj zapas modułów na obiekcie — szczególnie F-DI i F-DO. Czas wymiany modułu ET200SP to dosłownie 30 sekund, ale czas oczekiwania na dostawę może być tygodniami. Zawsze zaznacz na schemacie elektrycznym który slot używa jakiego modułu.
[ZWERYFIKOWANE - SIMATIC ET 200SP (Siemens); SIMATIC Safety - Konfiguracja i programowanie (Entry ID: 109751404) — rozdz. wymiana modułów F, element kodujący, hot swap]
20. SCHEMATY ELEKTRYCZNE — CZYTANIE, ANALIZA I PRAKTYKA COMMISSIONING
20.1. Co to jest schemat elektryczny i jakie rodzaje schematów spotykasz na obiekcie?
Schemat elektryczny to graficzna dokumentacja techniczna przedstawiająca połączenia elektryczne, aparaturę łączeniową i urządzenia w instalacji — bez niego nie uruchomisz, nie zdiagnozujesz i nie naprawisz maszyny.
Rodzaje schematów w automatyce przemysłowej:
| Typ schematu | Co pokazuje | Kiedy używasz |
|---|---|---|
| Schemat ideowy (zasadniczy) | Logika obwodu — styczniki, zabezpieczenia, styki, cewki. Nie pokazuje fizycznego ułożenia | Analiza działania, programowanie PLC, troubleshooting |
| Schemat montażowy | Fizyczne rozmieszczenie aparatów w szafie, numery zacisków, korytka kablowe | Montaż szafy sterowniczej |
| Schemat połączeń (okablowania) | Trasa kabli, numery żył, przekroje, oznaczenia | Okablowanie w terenie, podłączanie czujników i napędów |
| Schemat blokowy | Uproszczony przegląd — CPU, I/O, napędy, sieci PROFINET | Koncepcja systemu, ofertowanie, przegląd architektury |
Oznaczenia aparatów wg IEC 81346 (dawniej DIN 40719):
-Q1,-Q3,-Q4— wyłączniki, styczniki (np. Q3 = trójkąt, Q4 = gwiazda)-F1,-F3— zabezpieczenia (bezpiecznik, przekaźnik termiczny)-K1,-K2— przekaźniki pomocnicze-M1— silnik-A1— sterownik PLC / moduł elektroniczny-S1,-S2— przyciski (STOP, START)
Czytanie schematu — procedura na obiekcie:
- Zacznij od obwodu mocy (grube linie): zasilanie → zabezpieczenie (-F) → stycznik (-Q/-K) → silnik (-M)
- Przejdź do obwodu sterowania (cienkie linie): przyciski (-S) → cewki styczników → blokady
- Sprawdź referencje krzyżowe: styk
-KM1w obwodzie mocy → cewka-KM1w obwodzie sterowania (numer strony/wiersza na schemacie) - Zweryfikuj blokady: wzajemne wykluczenie styczników, kolejność załączania, styki NC
💡 Na obiekcie: przy przejmowaniu nieznanej maszyny — zawsze zacznij od schematu ideowego obwodu mocy. Zidentyfikuj styczniki, zabezpieczenia, silnik i porównaj z fizyczną szafą. Dopiero potem analizuj logikę sterowania.
[ZWERYFIKOWANE - IEC 81346-2 (oznaczenia referencyjne elementów — -F, -K, -M, -S, -Q); EN 60204-1 §3/§5 (dokumentacja elektryczna maszyn); EN 61346-1 (poprzednik IEC 81346)]
20.2. Jak czytasz schemat rozruchu gwiazda-trójkąt (Y/Δ) i jakie elementy musisz na nim zidentyfikować?
Rozruch Y/Δ to najczęstszy układ łagodnego rozruchu silnika asynchronicznego w starszych instalacjach. Na schemacie identyfikujesz:
Obwód mocy — 3 styczniki + zabezpieczenie:
| Oznaczenie | Element | Rola na schemacie |
|---|---|---|
| KM_L (K1 / -Q1) | Stycznik liniowy (główny) | Zasila uzwojenia: L1/L2/L3 → U1/V1/W1 |
| KM_Y (K2 / -Q4) | Stycznik gwiazdowy | Zwiera końce uzwojeń (U2, V2, W2) = punkt Y |
| KM_Δ (K3 / -Q3) | Stycznik trójkątowy | Łączy U2→V1, V2→W1, W2→U1 (pełne napięcie) |
| -F3 | Przekaźnik termiczny | Między stycznikiem a silnikiem — ochrona przeciążeniowa |
Sekwencja załączania (widoczna na schemacie sterowania):
- START → KM_L + KM_Y zamykają się → silnik rusza w gwieździe (prąd ~1/3 DOL)
- Timer odmierza 3–10 s → KM_Y otwiera się
- Przerwa 50–100 ms (rozpad łuku) → KM_Δ zamyka się → pełna prędkość
- Blokada: styk NC KM_Y w obwodzie KM_Δ i vice versa — ZAWSZE obecna
Co sprawdzasz na schemacie przy commissioning:
- Czy KM_Y i KM_Δ mają blokadę mechaniczną (symbol sprzęgła między stycznikami)
- Czy przekaźnik termiczny (-F) jest za stycznikiem głównym, a nie za gwiazdą (błąd montażowy = brak ochrony w Δ)
- Czy silnik ma 6 zacisków (U1/V1/W1 + U2/V2/W2) — 3-zaciskowy nie nadaje się do Y/Δ
- Czy tabliczka silnika potwierdza napięcie Δ = napięcie sieci (np. 400V/Δ przy sieci 3×400V)
Schemat obwodu mocy — rozruch gwiazda-trójkąt:
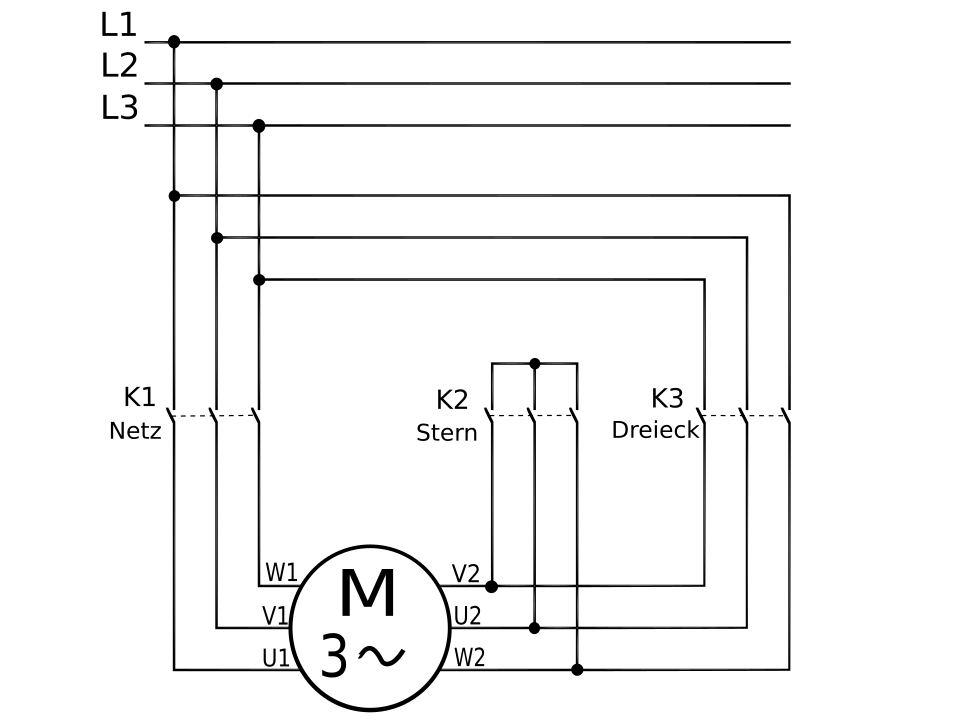
Rys. 20.2a — Obwód mocy Y/Δ: K1 = stycznik sieciowy (Netz), K2 = gwiazdowy (Stern), K3 = trójkątowy (Dreieck), M 3~ = silnik 6-zaciskowy. Źródło: Wikimedia Commons, Public Domain
Tabliczka zaciskowa silnika — gwiazda (Y) i trójkąt (Δ):
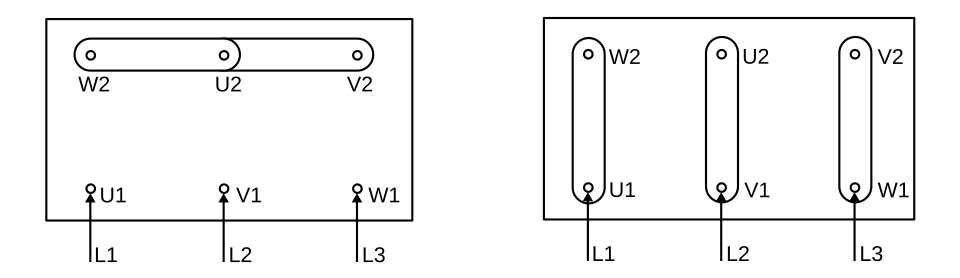
Rys. 20.2b — Tabliczka zaciskowa: lewo = Y (mostki pionowe), prawo = Δ (mostki skośne). Źródło: Wikimedia Commons, Public Domain
[ZWERYFIKOWANE - EN 60204-1 §9.4 (Y/Δ starting, contactor interlock); IEC 60038 (napięcia normalizowane — 400V/Δ); IEC 60947-4-1 (łączniki do silników, przekaźniki termiczne)]
20.3. Jak czytasz schemat rewersji silnika (zmiana kierunku obrotów) i co MUSISZ sprawdzić?
Rewersja = zamiana dwóch faz (np. L1↔L3). Na schemacie widzisz dwa styczniki z krzyżowym połączeniem.
Identyfikacja na schemacie:
| Oznaczenie | Element | Schemat połączeń |
|---|---|---|
| KM_F (KM1) | Stycznik Forward | L1→U, L2→V, L3→W (kolejność prosta) |
| KM_R (KM2) | Stycznik Reverse | L3→U, L2→V, L1→W (L1↔L3 zamienione) |
3 warstwy blokady (ZAWSZE na schemacie):
- Mechaniczna — symbol sprzęgła między KM_F i KM_R (Siemens:
3RA1934-1A) - Elektryczna — styk NC KM_F w obwodzie cewki KM_R i odwrotnie
- Programowa (PLC) — wzajemne wykluczenie w logice
Czas martwy przy zmianie kierunku (widoczny jako timer na schemacie sterowania):
- Min. 100–300 ms między wyłączeniem jednego a włączeniem drugiego
- Rozpad łuku + demagnetyzacja uzwojeń
Co sprawdzasz na schemacie przy commissioning:
- Czy krzyżowanie faz jest na schemacie mocy (nie w sterowniku!)
- Czy blokada mechaniczna jest narysowana — sam styk NC NIE wystarczy wg EN 60204-1
- Czy jest feedback (styk pomocniczy) do PLC — potwierdzenie prawdziwego stanu stycznika
- Gotowe zestawy Siemens
3RA2/3RA1mają blokadę fabryczną
Schemat kompletnego układu rewersyjnego:
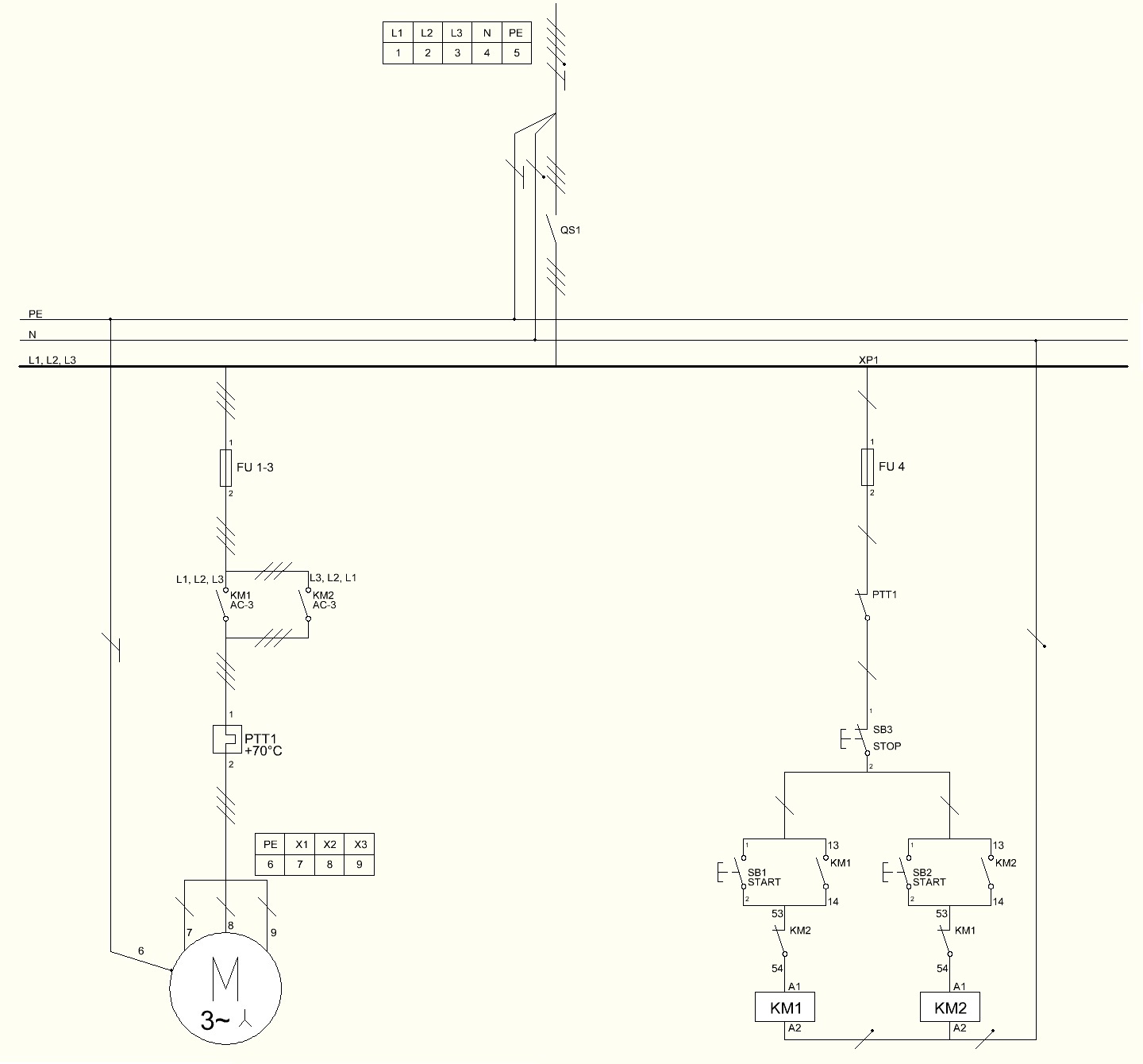
Rys. 20.3a — Układ rewersyjny: QS1 = rozłącznik, FU = bezpieczniki, KM1/KM2 = styczniki z krzyżowaniem L1↔L3, blokada elektryczna wzajemna (styki NC). Źródło: Wikimedia Commons, CC BY-SA 3.0
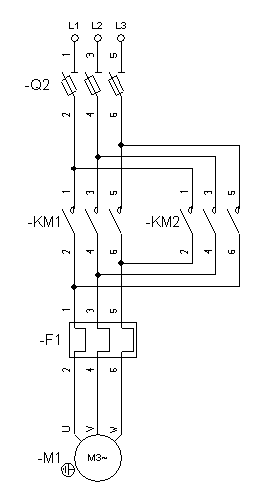
Rys. 20.3b — Obwód mocy rewersji: Q2 = rozłącznik, KM1/KM2, F1 = termiczny, M = silnik. Źródło: Wikimedia Commons, CC BY-SA 3.0
[ZWERYFIKOWANE - EN 60204-1 §9.3 (reversing drives, contactor interlock); IEC 60947-4-1 (mechaniczna blokada wzajemna 3RA1934); EN 60034-8 §8.3 (oznaczenia zacisków silnika)]
20.4. Co to jest układ samopodtrzymania na schemacie i jak go rozpoznajesz?
Układ samopodtrzymania (latching / self-holding) to podstawowy obwód sterowania — impuls START uruchamia stycznik, a jego własny styk pomocniczy NO podtrzymuje zasilanie cewki po zwolnieniu przycisku.
Schemat klasyczny — jak go czytasz:
L (24V) ─── [S1 STOP NC] ─┬─ [S2 START NO] ─── [Cewka KM]
└─ [KM styk NO] ──┘
N (0V) ──────────────────────────────────────────────────
Identyfikacja na schemacie:
- S1 (STOP) = styk NC — normalnie zamknięty, przerywa obwód po naciśnięciu
- S2 (START) = styk NO — normalnie otwarty, zamyka obwód na chwilę
- KM (styk pomocniczy NO) = równolegle do S2 — to on „trzyma” po zwolnieniu START
- Cewka KM = symbol prostokąta z oznaczeniem na końcu obwodu
Dlaczego STOP jest NC (normalnie zamknięty):
- EN 60204-1 + EN ISO 13849-1: stan bezpieczny = brak sygnału
- Zerwanie przewodu do STOP → obwód otwarty → maszyna staje (fail-safe)
- Na schemacie: STOP ZAWSZE jest pierwszy w łańcuchu (przed START)
Realizacja w PLC (LAD):
| I0.0 I0.1 Q0.0 |
|--[START]--+--[STOP NC]--(KM)|
| Q0.0 | |
|--[KM]-----+ |
Co sprawdzasz:
- Czy STOP jest NC i jest PRZED START w obwodzie
- Czy styk samopodtrzymania jest równoległy do START (nie szeregowy)
- Czy jest tylko JEDEN styk samopodtrzymania (dwa = pułapka logiczna)
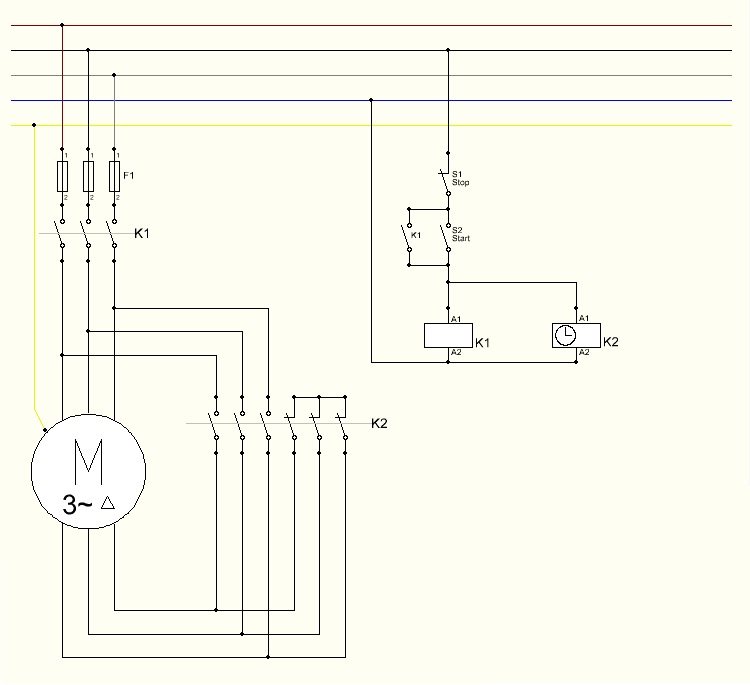
Rys. 20.4 — Obwód sterowania z samopodtrzymaniem: S1=STOP NC, S2=START NO, K1=stycznik z samopodtrzymaniem, K2=timer. Źródło: Wikimedia Commons, CC BY-SA 3.0
[ZWERYFIKOWANE - EN 60204-1 §10.7 (start/stop control circuits, NC stop = fail-safe); IEC 61131-3 §6.5 (LAD ladder diagram — self-holding contact)]
20.5. Jak czytasz schemat Dahlandera (silnik dwubiegowy) i czym różni się od Y/Δ na schemacie?
Silnik Dahlander = 2 prędkości (stosunek 1:2) przez zmianę konfiguracji uzwojeń. Na schemacie wygląda podobnie do Y/Δ, ale logika jest inna.
Kluczowa różnica Y/Δ vs Dahlander:
| Cecha | Rozruch Y/Δ | Dahlander |
|---|---|---|
| Cel | Łagodny rozruch → pełna prędkość | Dwie prędkości robocze |
| Styczniki | 3 (liniowy + Y + Δ) — sekwencja | 3 (główny + wolny + szybki) — wybór |
| Timer | Tak (przełączenie po rozruchu) | Nie (operator wybiera prędkość) |
| Silnik | 6 zacisków, jedna prędkość | 6 zacisków, dwie prędkości |
Identyfikacja na schemacie Dahlandera (3 styczniki):
| Oznaczenie | Funkcja | Połączenie |
|---|---|---|
| KM1 | Główny (zawsze zamknięty) | L1/L2/L3 → silnik |
| KM2 | Wolna (Δ) | Zasila U1/V1/W1, U2/V2/W2 otwarte |
| KM3 | Szybka (YY) | Zasila U2/V2/W2, zwiera U1/V1/W1 |
Co sprawdzasz na schemacie:
- Blokada między KM2 i KM3 (jak w rewersji — mechaniczna + elektryczna)
- Osobny przekaźnik termiczny dla każdej prędkości (różne prądy znamionowe)
- Przerwa 50–100 ms przy zmianie biegu (timer na schemacie sterowania)
Schemat Dahlander z wentylacją:
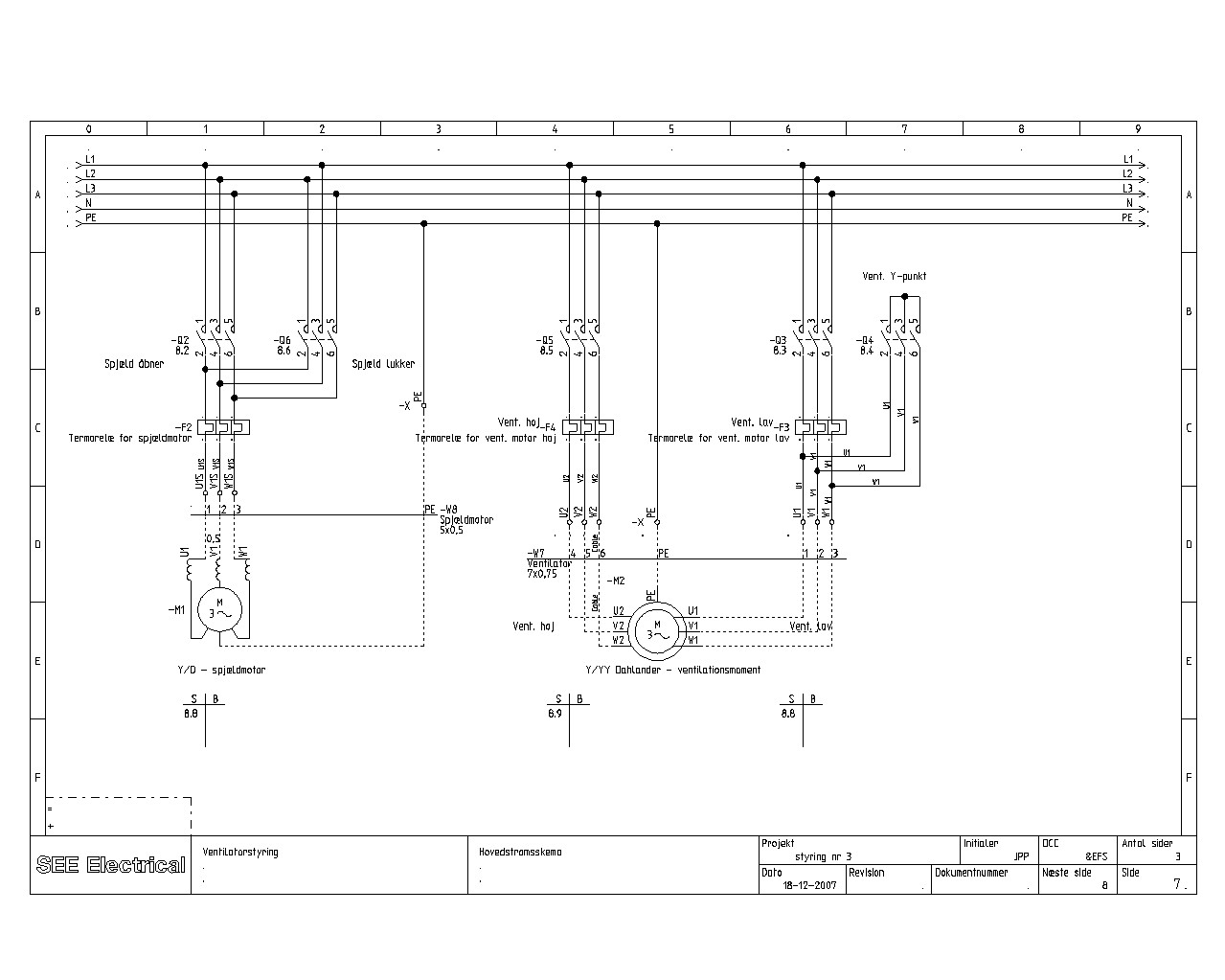
Rys. 20.5a — Schemat mocy Dahlander Y/YY z wentylacją. Źródło: Wikimedia Commons, CC BY-SA 4.0
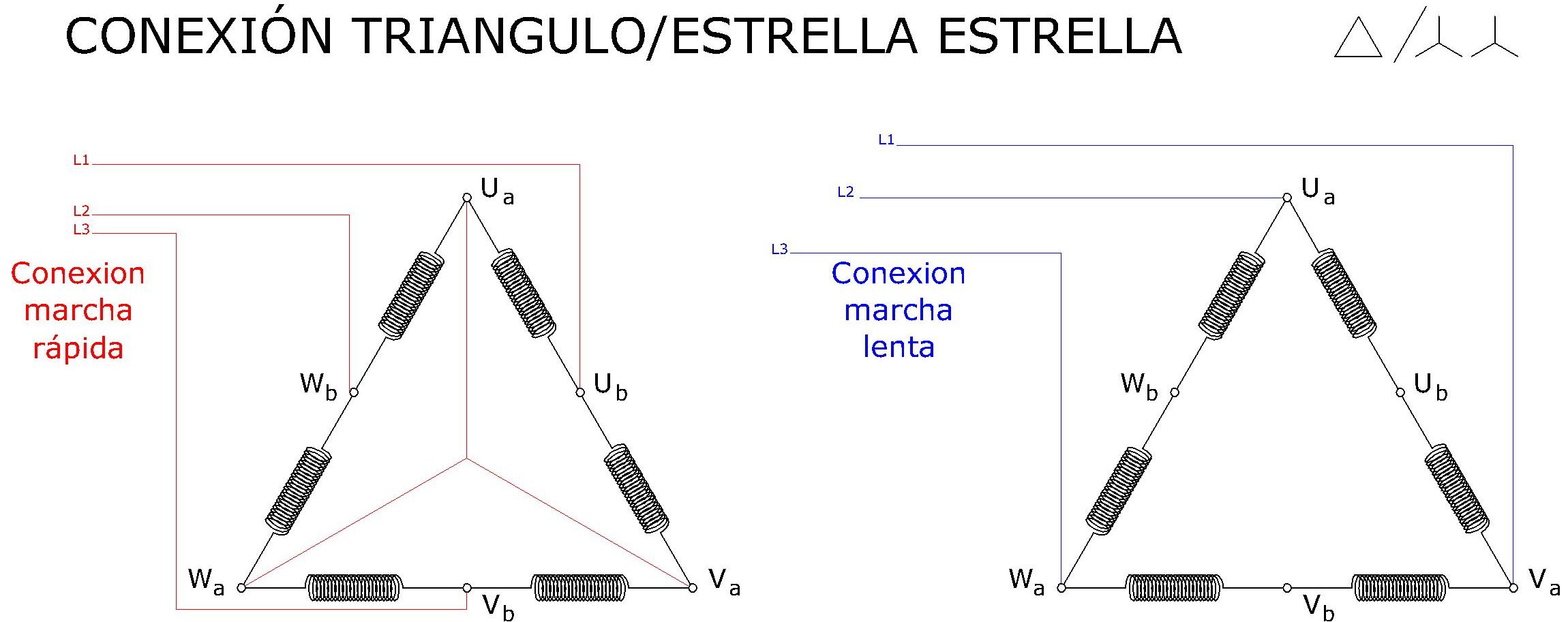
Rys. 20.5b — Połączenia uzwojeń Δ/YY. Źródło: Wikimedia Commons, CC BY-SA 4.0
[ZWERYFIKOWANE - EN 60034-8 §8.3 (oznaczenia zacisków silnika Dahlander, pole liczby biegunów); IEC 60034-8 Tablica 8 (U1/V1/W1/U2/V2/W2 połączenia Dahlander)]
20.6. Jak wygląda na schemacie blokada elektryczna i mechaniczna między stycznikami i po co ją sprawdzasz?
Blokada wzajemna to zabezpieczenie przed jednoczesnym zadziałaniem dwóch wykluczających się styczników — jej brak = zwarcie lub uszkodzenie silnika.
Jak rozpoznajesz na schemacie:
1. Blokada elektryczna:
- Styk NC jednego stycznika w obwodzie cewki drugiego
- Na schemacie: w linii cewki KM_R widzisz styk opisany KM_F (NC) — i odwrotnie
Obwód cewki KM_F: ──[S1 START_F]──[NC KM_R]──(Cewka KM_F)
Obwód cewki KM_R: ──[S2 START_R]──[NC KM_F]──(Cewka KM_R)
2. Blokada mechaniczna:
- Symbol sprzęgła/dźwigni między dwoma stycznikami (przerywana linia łącząca)
- Siemens:
3RA1934-1A(dla 3RT1),3RA1944-2A(dla 3RT2) - Na schemacie montażowym: blok mechaniczny między obudowami
3. Blokada programowa (PLC):
- Wzajemne wykluczenie w kodzie — ale NIGDY jako jedyna warstwa
Gdzie blokada jest obowiązkowa:
- Rewersja silnika (KM_F / KM_R)
- Rozruch Y/Δ (KM_Y / KM_Δ)
- Przełączanie źródeł zasilania (sieć / agregat)
- Dowolne dwa styczniki, których jednoczesne załączenie powoduje zwarcie
Co sprawdzasz na obiekcie:
- Otwórz szafę — czy fizycznie widzisz moduł blokady między stycznikami?
- Schemat: czy styki NC są narysowane w obu obwodach (wzajemnie)?
- PLC: czy program ma wykluczenie + czy jest timer martwej strefy?
⚠️ Przy audycie Safety: sam schemat elektryczny nie wystarczy — sprawdź fizycznie czy moduł mechaniczny jest zamontowany. EN 60204-1 §9 wymaga blokady sprzętowej.
[ZWERYFIKOWANE - EN 60204-1 §9.3 (interlock contactors — mechanical and electrical); IEC 60947-4-1 §7.1.1.2 (blokada mechaniczna między łącznikami); Siemens 3RA1934-1A / 3RA1944-2A (katalog produktów blokad mechanicznych)]
20.7. Jak na schemacie rozpoznajesz obwód bezpieczeństwa (Safety) i czym różni się od standardowego obwodu sterowania?
Obwód Safety na schemacie jest wyraźnie oddzielony od standardowego sterowania — rozpoznajesz go po:
Oznakowanie na schemacie:
- Linia przerywana lub kolorowe obramowanie wydzielające strefę Safety
- Symbole z oznaczeniem „F-“ (F-DI, F-DO, F-CPU)
- Dwukanałowe podłączenie czujników (dwie linie do jednego elementu)
- Oznaczenie PL/SIL przy elementach (np. „SIL 3”, „PL e”)
Typowe elementy Safety na schemacie:
| Element | Oznaczenie | Jak wygląda na schemacie |
|---|---|---|
| E-Stop | -S_ES / -SB1 | Przycisk z symbolem grzyba + dwukanałowe NC |
| Kurtyna | -B1 / AOPD | Blok z OSSD1/OSSD2 (dwa wyjścia) |
| Elektrorygiel | -S_LOCK | Styk NC + cewka ryglowania |
| F-DI | -A_FDI | Moduł z kanałami Ch0/Ch1 (dwukanałowe) |
| F-DO | -A_FDO | Moduł z wyjściami + PP/PM switching |
| Przekaźnik Safety | -K_SF | Podwójny styk (kanał 1 + kanał 2) |
Kluczowe różnice od standardowego obwodu:
| Cecha | Standard | Safety |
|---|---|---|
| Okablowanie czujnika | 1 przewód → 1 wejście | 2 kanały → 2 wejścia (1oo2) |
| Sygnał STOP/E-Stop | NC (1 styk) | NC dwukanałowy (2 styki rozdzielone fizycznie) |
| Feedback stycznika | Opcjonalny | Obowiązkowy (EDM — External Device Monitoring) |
| Zasilanie czujników | Wspólne | Rozdzielone T1/T2 (test pulses) z F-DI |
Co sprawdzasz na obiekcie:
- Dwukanałowość: na schemacie dwa osobne przewody od e-stop do F-DI (nie wspólny!)
- Feedback: styk NO stycznika wraca do F-DI jako potwierdzenie otwarcia
- Separacja tras kablowych: kanał 1 i kanał 2 prowadzone osobno (nie w jednym kablu)
- Oznaczenia: numery F-address na schemacie muszą zgadzać się z konfiguracją TIA Portal
Przykładowy schemat Safety — E-Stop SIL 3 z F-CPU 1516F:
Rys. 20.7a — Okablowanie E-Stop do systemu Safety: CPU 1516F + DI/DQ (standard) + F-DI (dwukanałowe wejście NC E-Stop) + F-DQ (wyjścia Q1/Q2 z feedbackiem). START/STOP/ACK przez standardowe DI. Źródło: Siemens Application Example 21064024, V7.0.1
Schemat okablowania F-DI/F-DO — PM-switching (ET200SP):
Rys. 20.7b — Architektura PM-switching: rozdzielone zasilanie elektroniki (P/M Electronic supply) i obciążenia (24V DC Load supply), izolacja galwaniczna przez Isoface. Źródło: Siemens Wiring Example 39198632, V2.7
💡 Schemat Safety jest dowodem — audytor TÜV/UDT porównuje schemat z fizycznym okablowaniem i konfiguracją TIA Portal. Niezgodność = blokada odbioru maszyny.
[ZWERYFIKOWANE - EN 60204-1 §10.7 (obwody bezpieczeństwa, dwukanałowe); IEC 62061 §8.4 (dokumentacja systemu Safety, weryfikacja); E-Stop SIL 3 Application Example (Entry ID: 21064024) — schemat okablowania F-DI/F-DO, Safety wiring examples]
21. SICAR@TIA — STANDARD AUTOMATYKI AUTOMOTIVE
21.1. Co to jest SICAR@TIA i do czego służy? 🟢
SICAR@TIA (Siemens Automation Platform for CAR Plants) to gotowa platforma automatyki Siemensa przeznaczona do sterowania sekwencyjnego w fabrykach automotive (linie spawalnicze, montażowe, klejenie, studwelding). Składa się ze skoordynowanego oprogramowania PLC (S7-1500/1500F) i HMI (WinCC Advanced).
Dwa pakiety oprogramowania:
- SICAR@TIA — bazowy pakiet: tryby pracy (operation modes), interfejs HMI, dane produkcyjne, Tec Units, diagnostyka fieldbusowa, PLC Webserver z topologią sieci
- DiagAddOn — rozszerzenie: sterowanie sekwencyjne (255 sekwencji × 228 kroków), diagnostyka online kroków w LAD/STL na HMI, ekrany ruchów ręcznych, synchronizacja, historia komunikatów, RSS-Feed
Główna korzyść: ujednolicona filozofia obsługi i diagnostyki na wszystkich liniach — maintenance z różnych fabryk i dostawców szybko lokalizuje błędy, bo interfejs i struktura programu są wszędzie takie same.
Wymagane licencje: TIA Step7 Professional + WinCC Advanced + opcjonalnie TIA Safety Advanced. DiagAddOn nie wymaga osobnej licencji.
💡 Na rozmowie podkreśl: SICAR to nie biblioteka bloków — to cały framework z ustalonym standardem folderów, nazewnictwa, trybów pracy i diagnostyki. Programista nie buduje struktury od zera, tylko programuje sekwencje w gotowym szkielecie.
[ZWERYFIKOWANE] — źródło: 10_Introduction SICAR@TIA DiagAddOn, Edition 2022-04
21.2. Jak wygląda struktura programu PLC w SICAR? 🟡
Program PLC w SICAR ma ściśle zdefiniowaną strukturę folderów — każdy projekt wygląda tak samo, co ułatwia orientację na nowej linii:
Foldery bazowe (00–07) — wspólne dla wszystkich projektów:
- 00_Organization blocks — OB1 (Main), OB cykliczne
- 01_Initialization — FC1981 (CallInit) z blokiem GlobalInfo_FB — tu ustawiasz liczbę HMI i OPModes
- 02_HMI_OperationModes — FC1983 (bazowy) i FC983 (DiagAddOn) — wywołania paneli i trybów pracy
- 04_User — folder na bloki użytkownika (kopie z 08_Zz jeśli trzeba zmodyfikować)
- 07_Diagnosis — diagnostyka PROFINET, alarmy systemowe
Folder 08_ZzComponents — gotowe komponenty (napędy, roboty):
- Prefix „Zz” = bloki których NIE WOLNO modyfikować
- Jeśli musisz zmienić blok → kopiujesz go do 04_User z własnym wersjonowaniem
Folder 10_Sequence & Messageblocks — tu programujesz sekwencje linii:
- Podział na OPMode areas:
++0(globalne komunikaty),++1(area 1),++2…++8 - Nazewnictwo stacji:
++1.010 FX1= OPMode area 1, stacja 10, Fixture 1;++1.020 IR1= area 1, stacja 20, Robot 1
Zasoby systemowe (nie wolno zmieniać):
- FB/FC/DB 900–1299, UDT 900–999 — zarezerwowane dla DiagAddOn
- MB1 = clock memory byte, MB2 = system memory byte — obowiązkowe w konfiguracji PLC
💡 Na rozmowie: „Kiedy dostaję nowy projekt SICAR, zaczynam od 10_Sequence — tam jest logika linii. Foldery 00–07 to szkielet, 08_Zz to gotowe komponenty — tych nie ruszam.”
[ZWERYFIKOWANE] — źródło: 10_Introduction sekcja 6 Structure PLC-program, 40_User_Guideline sekcja 1.1
21.3. Jakie tryby pracy (Operation Modes) obsługuje SICAR i jak je uruchamiasz? 🟡
SICAR zarządza do 8 niezależnych obszarów trybów pracy (OPMode areas) na jednym PLC. Każdy area może działać w innym trybie jednocześnie (np. area 1 w Auto, area 3 w Manual).
Trzy tryby pracy:
- Automatic — sekwencje wykonują się automatycznie; spełnienie warunku
transAuto = 1→ przejście do następnego kroku - Inching (krokowy) — jak Auto, ale krok po kroku z potwierdzeniem; można krokować jedną sekwencję lub wszystkie w area
- Manual — ruchy ręczne przez ekrany ruchów (movement screens) na HMI; przycisk ruchu → interlock + limit sprawdzane dla danego kroku
Warunki uruchomienia trybu (memory word MW10–MW24 per area):
M x.0= E-Stop aktywny (wymagany dla WSZYSTKICH trybów)M x.1= drzwi Safety zamknięte (wymagany dla Auto i Inching)M x.2= warunki bazowe Manual OKM x.4= warunki bazowe ogólne OK
Procedura przełączenia (np. Manual → Auto):
- Naciśnij przycisk „AUTO” w nagłówku WinCC
- Potwierdź zmianę (popup lub bez — zależy od stałej
WITH_POPUP) - Przycisk „AUTO” miga → naciśnij „START” (lub klucz zewnętrzny)
- Trzymaj „START” aż przycisk przestanie migać → tryb aktywny
Funkcje specjalne (dostępne w Auto):
- Stop — zatrzymanie sekwencji natychmiast (
DBB24=0) lub po bieżącym kroku (DBB24=255) - Initial Position — żądanie pozycji wyjściowej przed startem
- Stop End of Cycle — zatrzymanie po zakończeniu cyklu
- Empty Line / Ghost Run — praca bez detali / symulacja
💡 Na commissioning: zawsze zaczynaj od Manual → sprawdź każdy ruch osobno → przełącz na Inching → dopiero potem Auto.
[ZWERYFIKOWANE] — źródło: 31_Initialization and Operation modes, Edition 2022-07
21.4. Jak działa sterowanie sekwencyjne (Sequence Control) w SICAR? 🔴
Sterowanie sekwencyjne to serce SICAR — blok FB1000 zarządza do 255 sekwencji równolegle, każda do 228 kroków. Struktura jest liniowa (z możliwością rozgałęzień).
Numeracja bloków — prosta reguła (numer sekwencji + 1000):
- Sekwencja 4 → FC1004 (wywołanie + wyjścia), FB1004 (logika kroków), DB1004 (dane sekwencji)
Budowa bloku sekwencji (FB100x):
- Network 1: Branch distributor — skok do aktywnego kroku (programowany w STL:
JU PERM,JU S001,JU S002…) - Permanent step (PERM) — warunki obowiązujące dla WSZYSTKICH kroków (np. crash interlocks wspólne dla całej sekwencji)
- Selective steps (S001, S002…) — warunki konkretnego kroku, wykonywany jest tylko aktywny krok
Każdy krok (selective step) ma dwie części:
- Interlock (ILOCK) — warunki bezpieczeństwa / crash interlocks (czy ruch jest bezpieczny?)
- Transition / Limit — w Auto:
transAuto= warunek przejścia do następnego kroku; w Manual:limitManual= feedback że ruch się zakończył
Kluczowe zmienne w #sequence:
ilockManual/ilockAuto— interlocki per trybtransAuto— warunek przejścia (Auto)limitManual— feedback ruchu (Manual)twdSetpoint— czas watchdog (monitoring)setError— natychmiastowy błądmotionButton— przycisk ruchu z ekranu HMI (Manual)
Wyjścia (akcje) programujesz w FC100x — po wywołaniu FC998 używasz flag kroków z DB do sterowania Tec Units i napędami.
Reguła diagnostyki: w blokach sekwencji (FB/FC 1001–1255) wolno używać tylko wejść/wyjść, merkerów i bitów z nieoptymalizowanych DB — inaczej DiagAddOn nie pokaże diagnostyki na HMI.
💡 Na rozmowie: „W SICAR nie piszę sterownika od zera — programuję warunki interlocków i tranzycji per krok. FB1000 sam zarządza przełączaniem kroków, synchronizacją i diagnostyką.”
[ZWERYFIKOWANE] — źródło: 34_1 Sequence- and messageblocks, Edition 2022-06
21.5. Co to są Tec Units w SICAR i jak ich używasz? 🟢
Tec Units to gotowe, parametryzowalne bloki funkcjonalne w folderze 08_ZzComponents dla typowych urządzeń na linii: silnik, zawór, napęd SINAMICS, robot (ABB IRC5, KUKA KRC4, FANUC R-30iB, Yaskawa YRC1000).
Każdy Tec Unit zawiera:
- FB z logiką sterowania (tryby Auto/Manual/Local)
- Ekrany HMI
- Definicje alarmów
- Interfejs do sekwencji (wywoływany z FC100x po flagach kroków)
Zasada „Zz”: bloki w folderach z prefixem „Zz” nie wolno modyfikować. Jeśli musisz zmienić Tec Unit → kopiujesz do 04_User i kontynuujesz jako blok użytkownika z własnym wersjonowaniem w bibliotece.
Typowe wywołanie w programie:
- W sekwencji FC1004, po wyjściu kroku (step flag z DB1004), wywołujesz Tec Unit napędu lub zaworu
- Tec Unit sam obsługuje logikę ruchu, feedback, alarmy i ekran HMI
💡 Na linii spawalniczej typowe Tec Units: interfejs robota (goProcess/goAck), napęd podnośnika/przenośnika, zawory pneumatyczne gripperów, czujniki RFID do identyfikacji karoserii.
[ZWERYFIKOWANE] — źródło: 10_Introduction sekcja 6.1.3, 40_User_Guideline sekcja Configuration of movements
21.6. Jak działa synchronizacja i diagnostyka w SICAR DiagAddOn? 🟡
Synchronizacja rozwiązuje kluczowy problem: po ręcznych ruchach (Manual) lub awarii — jak wrócić do produkcji automatycznej bez resetowania całej linii?
Mechanizm:
- Po wybraniu trybu OFF, naciśnij „Synchronize” (dla jednej sekwencji lub wszystkich)
- DiagAddOn analizuje KAŻDY krok sekwencji sprawdzając:
ilockAuto = 1ANDtransAuto = 0 - Jeśli dokładnie jeden krok spełnia ten warunek → sekwencja jest zsynchronizowana do tego kroku
- Przełączasz na Auto → produkcja kontynuuje natychmiast od zsynchronizowanego kroku
Diagnostyka na HMI (DiagAddOn):
- Ekran diagnostyczny pokazuje online stan każdego bloku sekwencji: aktywny krok, warunki interlocków i tranzycji w formie LAD/STL
- Watchdog time (
twdSetpoint) — monitoring czasu kroku; po przekroczeniu → diagnostyka automatycznie pokazuje, który warunek (interlock/transition) nie jest spełniony - Automatyczny pomiar watchdog — przy pierwszym przebiegu Auto system sam mierzy i zapisuje czasy kroków
- Message blocks — komunikaty alarmowe z kategoryzacją i historią, wyświetlane na dedykowanym ekranie HMI
- Cross reference — z ekranu diagnostycznego możesz przejść bezpośrednio do szczegółów blokującego warunku
Narzędzie DiagGen:
- Generator danych diagnostycznych uruchamiany na PG/PC
- Wykorzystuje TIA Openness do przygotowania danych dla ekranów DiagAddOn na HMI
- Uruchamiasz po zmianach w blokach sekwencji → regeneruje powiązania krok↔HMI
💡 Na rozmowie: „Największa wartość DiagAddOn to diagnostyka — maintenance widzi online na HMI, który dokładnie warunek w którym kroku blokuje sekwencję. Nie muszą otwierać TIA Portal.”
[ZWERYFIKOWANE] — źródło: 10_Introduction sekcja 1.2.2 DiagAddOn for PLC, 34_1 Sequence- and messageblocks sekcja Watchdog/Synchronization
21.7. Czym różni się ilockExtSync od ilockExtInt i jak działa synchronizacja zewnętrzna między sekwencjami? 🔴
W SICAR każdy krok sekwencji oprócz ilockAuto dysponuje dwoma dodatkowymi warunkami: ilockExtSync i ilockExtInt — oba zatrzymują watchdog gdy = 0, ale różnią się udziałem w synchronizacji.
ilockExtSync — zewnętrzny warunek synchronizacji:
- Uczestniczy w synchronizacji (Participation in synchronization = Yes) — to kluczowa różnica
- Służy do synchronizacji między sekwencjami (np. robot czeka na fixture, fixture czeka na robota)
- Gdy
ilockExtSync = 0→ watchdog jest zatrzymany (nie generuje alarmu) - Preset = 1 (jeśli nieprogramowany → nie blokuje)
- Programujesz sygnały z innych sekwencji — typowo wyniki FC975/FC976
ilockExtInt — zewnętrzny warunek procesu:
- NIE uczestniczy w synchronizacji (Participation in synchronization = No)
- Służy do warunków procesowych zewnętrznych (pozycje narzędzi, sygnały z urządzeń peryferyjnych)
- Również zatrzymuje watchdog gdy = 0
- Sygnały powinny być programowane w innym module z własną diagnostyką
Bloki pomocnicze do synchronizacji:
- FC975 (SeqCheckStep_FC) — sprawdza czy podany krok jest aktywny (Auto/Inching) lub zsynchronizowany (tryb Off, dokładnie jeden krok zsynchronizowany) → zwraca
extSync - FC976 (CheckIlock_FC) — sprawdza czy
ilockAutokroku PERM iilockAutowybranego kroku selektywnego oba = 1 → zwracaextSync - Oba bloki muszą być wywołane PO FC998 w sekwencji
Typowy scenariusz na linii spawalniczej:
- Sekwencja robota (FB1020) w kroku S005 czeka na fixture
- W sekwencji fixture (FB1004) wywołujesz FC975 z parametrem „step = 8” → sprawdza czy krok 8 fixture jest aktywny
- Wynik
extSyncpodajesz doilockExtSyncw kroku S005 robota - Robot rusza dopiero gdy fixture jest w pozycji (krok 8 aktywny)
💡 Na rozmowie: „extSync używam do koordynacji robot-fixture — robot nie ruszy dopóki fixture nie potwierdzi pozycji. extInt używam do sygnałów procesowych jak czujniki narzędzi.”
[ZWERYFIKOWANE] — źródło: 34_1 Sequence- and messageblocks, Edition 2022-06, sekcje 2.3.9–2.3.10, strony 15–18
21.8. Jak działają rozgałęzienia (branching) i funkcja Stop/Hold w sekwencjach SICAR? 🔴
Branching — #sequence.stepNplus1: Pozwala na warunkowe rozgałęzienie sekwencji liniowej — zamiast przejścia do kolejnego kroku, FB1000 przeskakuje do wskazanego numeru kroku.
Mechanizm:
- W aktualnym kroku sprawdzasz warunek (np. typ karoserii)
- Jeśli warunek spełniony → ładujesz numer docelowego kroku do
#sequence.stepNplus1 - Przy następnym
transAuto = 1→ FB1000 przechodzi do kroku zstepNplus1zamiast do kolejnego liniowo - Wartość
stepNplus1jest ładowana niezależnie od stanutransAuto— ważne, by sprawdzać warunek rozgałęzienia tylko gdy transAuto jest spełniony
Przykład (STL):
S002:
AN #sequence.transAuto // sprawdź tylko gdy trans spełniony
JC E006
AN M 600.2 // warunek: typ karoserii
JC E006
L 5 // skok do kroku 5
T #sequence.stepNplus1
E006: BEU
Jeśli M600.2 = 1 → następny krok = 5 (pomija 3 i 4). Jeśli M600.2 = 0 → normalnie krok 3.
Stop/Hold — #sequence.stopInStepN: Kontroluje zachowanie sekwencji po naciśnięciu przycisku „Stop” na HMI w trybie Auto.
Wartości programowalne:
255(domyślna) — bieżący krok zostaje dokończony, potem sekwencja przechodzi do trybu Off0— natychmiastowe zatrzymanie sekwencji (przerwanie kroku)1–228— sekwencja kontynuuje do podanego kroku, dopiero tam się zatrzymuje
Sygnały statusu w I-DB sekwencji:
#sequence.OM_SB_Hold_request— Stop (Hold) został aktywowany#sequence.OM_SB_Hold_Pos_reached— pozycja Stop (Hold) została osiągnięta
holdPosExternReached:
- Dodatkowy sygnał potwierdzenia — jeśli
holdPosExternReached = 0, aktywny krok zostanie dokończony niezależnie odstopInStepN = 0czytwdRun = 0 - Preset = 1 (jeśli nieprogramowany → nie wpływa na zachowanie)
Wartość domyślną stopInStepN (255) można zmienić globalnie w FC980, Network 3, parametr Hold_Init_Value.
💡 Na commissioning: „Dla robotów programuję stopInStepN = 255 (dokończ ruch), dla prostych siłowników zostawiam 0 (zatrzymaj natychmiast). Na linii z wieloma stacjami — programuję warunkowe stopInStepN per krok, żeby robot dojechał do bezpiecznej pozycji.”
[ZWERYFIKOWANE] — źródło: 34_1 Sequence- and messageblocks, Edition 2022-06, sekcje 2.3.11–2.3.12, strony 30–33
21.9. Co to jest DB1000 (UiDiagAddOn_DB) i jak wykorzystujesz go w programowaniu? 🔴
DB1000 (UiDiagAddOn_DB) to centralny blok danych stanowiący interfejs między oprogramowaniem użytkownika a oprogramowaniem DiagAddOn. Wszystkie informacje potrzebne do sterowania z poziomu kodu użytkownika są dostępne w DB1000.
Struktura DB1000 — główne sekcje:
1. OM_Seq[1..255] — status per sekwencja (1 bajt na sekwencję):
.0= Automatic (sekwencja w trybie Auto).1= Inching (tryb krokowy).2= Manual (tryb ręczny).3= Inching_Step_plus1 / Hold in Step 1.4= Start (sekwencja wystartowana).5= Acknowledge (restart watchdog).6= Clock (sygnał zegarowy).7= Synchronize (sekwencja zsynchronizowana)
2. Common — sygnały ogólne:
- Informacja czy istnieje aktywny komunikat błędu lub błąd sekwencji
- Typowe zastosowanie: sterowanie lampą błędu na kolumnie sygnalizacyjnej
3. OPMode[1..8] — status per obszar trybów pracy:
- Informacje o aktywnym trybie, warunkach startowych, alarmach per area
- Przykład: sterowanie syreną przy aktywacji Auto w danym area
4. Lock Movements — blokada ekranów ruchów:
Panel[x].movButtonActive— na HMI x naciśnięto przycisk ruchuPanel[x].activeMovScreen— który ekran ruchów jest otwarty (1–64)Panel[x].lockMovScreens— zablokuj WSZYSTKIE ekrany ruchów na HMI xPanel[x].OPMode[y].lockMovements— zablokuj ruchy w danym OPMode area na HMI x
5. Reset — przycisk resetowania per HMI:
- Od wersji V14.4.0 dostępny przycisk „Reset” w nagłówku DiagAddOn
- Sygnał per HMI + sygnał zbiorczy wszystkich aktywnych HMI
- Przypisanie w FC1983
Typowe zastosowania programistyczne:
- Wymuszenie trybu Auto dla wybranej sekwencji niezależnie od OPMode area → nadpisz bity
OM_Seq[x]w DB1000 przed wywołaniem FC998 - Sterowanie lampami/syrenami na podstawie stanu trybów z
OPMode[x] - Blokada ruchów przy pracy wielopanelowej (use case: ruch na HMI1 → blokada HMI2)
- Nawigacja między ekranami WinCC a DiagAddOn przez FC978 (Screenselect)
💡 Na rozmowie: „DB1000 to mój główny punkt dostępu do stanu linii — stamtąd odczytuję tryby sekwencji, steruje blokadami ruchów między panelami i nadpisuję tryby dla sekwencji systemowych jak RFID.”
[ZWERYFIKOWANE] — źródło: 40_User_Guideline SICAR@TIA DiagAddOn, Edition 2022-04, sekcja 4 User interface
21.10. Jak działają ekrany ruchów (Movement Screens) i blokada ruchów (Lock Movements) w SICAR? 🟡
Movement Screens to ekrany HMI w DiagAddOn umożliwiające ręczne sterowanie ruchami maszyny w trybie Manual. Każda sekwencja/krok może mieć przypisany ruch na dedykowanym ekranie. System obsługuje do 64 ekranów ruchów per HMI.
Parametryzacja ekranu ruchu (w narzędziu DiagGen):
- Tekst ruchu (movement text) — najważniejszy parametr; usunięcie tekstu kasuje cały wiersz ruchu
- Aktywna indykacja — operand sygnalizujący wykonywanie ruchu (np. wyjście zaworu)
- Indykacja pozycji granicznej — do 8 operandów feedback (np. czujniki krańcowe)
- Kaskada i krok — powiązanie z
#sequence.motionButton(ruch aktywuje konkretny krok sekwencji) - Wartość pozycji — parametryzacja DB i DBD dla wyświetlania pozycji (format:
DBx.DBDy) - Jeśli nie podano operandów indykacji → system generuje je automatycznie z
limitManualiilockManual
motionButton — klucz ruchu:
- Zmienna
#sequence.motionButton= 1 gdy operator naciśnie przycisk ruchu na ekranie HMI - Ustawiana osobno per sekwencję — ruch na jednym ekranie nie wpływa na inne sekwencje
- Zawsze programowana jako pierwszy warunek w
ilockManual:A #sequence.motionButton - Przejście z Manual do Auto możliwe natychmiast przez synchronizację (bez resetowania)
Lock Movements — blokada przy wielu panelach HMI: Gdy na linii pracuje kilka paneli HMI jednocześnie, ruch na jednym panelu musi blokować pozostałe — to wymóg bezpieczeństwa.
Sygnały w DB1000 per HMI (Panel[x]):
movButtonActive— czy przycisk ruchu jest naciśnięty na dowolnym ekranie HMI xactiveMovScreen— numer otwartego ekranu ruchów (1–64)lockMovScreens— zablokuj WSZYSTKIE ekrany ruchów na HMI xOPMode[y].lockMovements— zablokuj ruchy tylko w wybranym OPMode area na HMI x
Typowe use case’y blokady:
- Wzajemna blokada paneli — ruch na HMI1 →
lockMovScreensna HMI2 (i odwrotnie) - Blokada wybranych ekranów — zablokuj ekrany 2+3 na HMI2 jeśli są otwarte na HMI2
- Blokada per OPMode area — HMI2 może sterować tylko area 2, area 1 zablokowany (linia z HMI1=area 1+2, HMI2=area 2)
- Nawigacja z WinCC — FC978 (Screenselect DiagAddOn) pozwala przejść z dowolnego ekranu WinCC bezpośrednio do konkretnego ekranu ruchu w DiagAddOn
💡 Na commissioning: „Przy uruchamianiu linii z dwoma panelami — najpierw konfiguruję Lock Movements w DB1000, żeby operatorzy na dwóch HMI nie mogli jednocześnie ruszać tym samym urządzeniem. To kwestia bezpieczeństwa.”
[ZWERYFIKOWANE] — źródło: 40_User_Guideline SICAR@TIA DiagAddOn, Edition 2022-04, sekcje 2.2.1 Configuration of movements, 4.4 Lock Movements, 5 External Screen select